
To download the app, visit: Library
目的
OEE(Overall Equipment Effectiveness:総合設備効率)計算アプリケーションは、手動で追跡するさまざまなプロセスでOEE指標を計算、記録、追跡する簡単で単純な方法を目的としています。このアプリケーションは、Tulipのマシン・モニタリング・パッケージで拡張できますが、マシンとの接続は必要ありません。
OEEの計算方法にはいくつかの定義やバリエーションがあります。この計算機は、以下の定義に基づいて動作します。本書の後半では、これらの計算をお客様のオペレーションに合わせて簡単に変更する方法を説明します。
- 稼働率 - プロセスが実行に費やした時間を、総時間と比較した測定値。
1 (運転時間 / (運転時間 + ダウン時間 + セットアップ時間))* 100
- パフォーマンス - 目標部品数と比較して、どれだけの部品が作られたかの測定値。
1 (((良品部品+スクラップ部品)*(部品あたりの標準稼働時間)))/ (シフト時間-休憩時間))* 100
- 品質-製造された総部品数に対して、良品がどれだけ製造されたかの測定。
1 (良品/(良品+スクラップ))* 100
- OEE - 前の3つの指標を表す。
1 (稼働率*パフォーマンス*品質) / 10000
アプリケーション・チュートリアル
このアプリケーションを使用するには4つの重要なステップがあり、アプリケーションの明確なセクション内で左から右、上から下への流れに従おうとします。
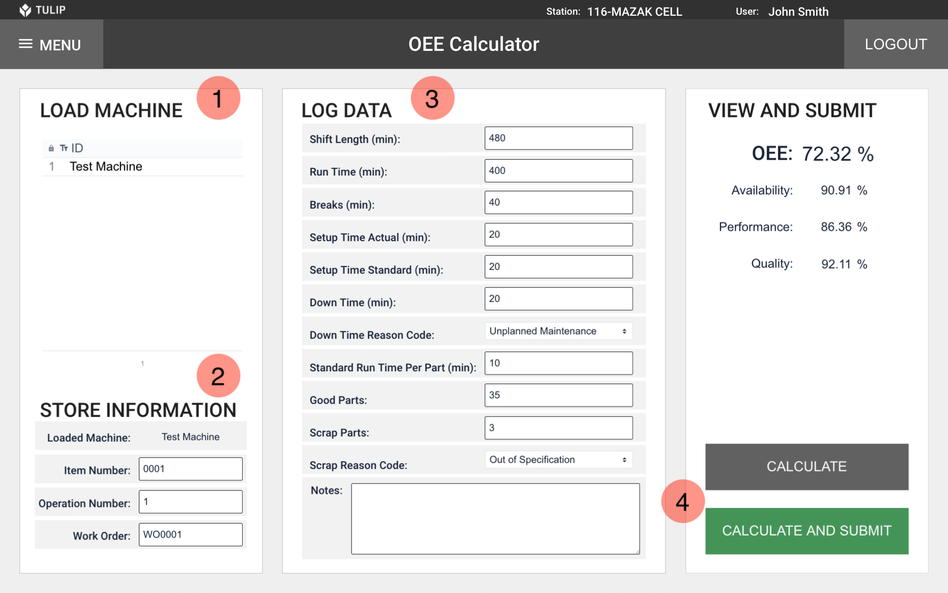
- マシン(またはプロセス)をロードする- このアプリケーションは、さまざまなプロセスにわたって一般的な使用を提供することを目的としています。これらのプロセスを管理するために、組み込みテーブルが使用され、レポート可能なプロセスのビューを提供します。データを提出するマシンまたはプロセスを選択する。マシン一覧表の説明についてはセクション3.1を参照のこと。
- ストアラン情報- これは、特定のアイテム、オペレーション、および/またはワークオーダーに対するトラッキングを提供するために使用することができます。デフォルトではこれらのフィールドは必須であるが、使用される方程式には影響しない。
- ログデータ- 生産の詳細は、ページの真ん中のセクションに追加されます。
- Calculate and Submit- Calculateボタンは、ユーザーが入力した情報に基づいて計算を表示するために使用できます。Calculate and Submit(計算と送信)ボタンは、データが確認され、アプリケーションの完了データ内に入力する準備ができたら使用する必要があります。
データ入力は毎日、シフトごと、またはそれ以上の頻度でも可能です。アナリティクスは1日に複数のエントリーを集計するように設定されます。
セットアップ
このセクションでは、OEE CalculatorをTulipインスタンスにインストールした後の使用方法について説明します。このアプリケーションは、現場に配備する前に最小限のセットアップが必要です。
マシン(またはプロセス)テーブル
OEE計算アプリケーションの使用を開始するには、まず測定対象のマシンまたはプロセスのリストをセットアップする必要があります。これらはいつでも設定できますが、アプリを実行するには、少なくとも1つのプロセスが必要です。これは、アプリケーションを実行するために必要な唯一のステップです。
アプリケーションに加えて、[OEE Calculator] Machine List という Tulip Table もインスタンスにインポートされている必要があります。これは、この計算機が追跡するために使用できるマシンやその他のプロセスの標準的なリストを提供するために使用できるテーブル・スキーマで、分析について議論するときに使用できるその他の有用なメタデータを提供します。

このテーブルには、以下のカラムがある:
- ID (Primary Key - Text) - 追跡されるマシン、ライン、セル、またはその他のプロセスの一意の識別子。
- 部門(テキスト) - 機械、ライン、セル、またはその他のプロセスが存在する部門。これは、プロセスグループの全体的なOEEを見つけるために使用できます。
- Machine Type (機械タイプ) (テキスト) - 機械のタイプは、機械タイプ別の全体的なOEEを見つけるために使用できます。
- 機械モデル (テキスト) - 機械モデルを使用して、機械モデルごとの総合的なOEEを求めることができます。
- 設備 (テキスト) - 設備別の全体的なOEEを見つけるために、プロセスが存在する設備。
これらの列のうち、IDのみが必須で、その他はデータを集計する際に役立つラベルを提供するために使用できます。
理由コードの構成
デフォルトでは、選択可能な理由コードのリストは限られています。これはアプリケーション内で簡単に変更できます。含まれる理由コードのリストは以下の通りです:
- 計画メンテナンス
- 計画外メンテナンス
- 工具の破損
- 鈍いツール
- ミーティング
- その他
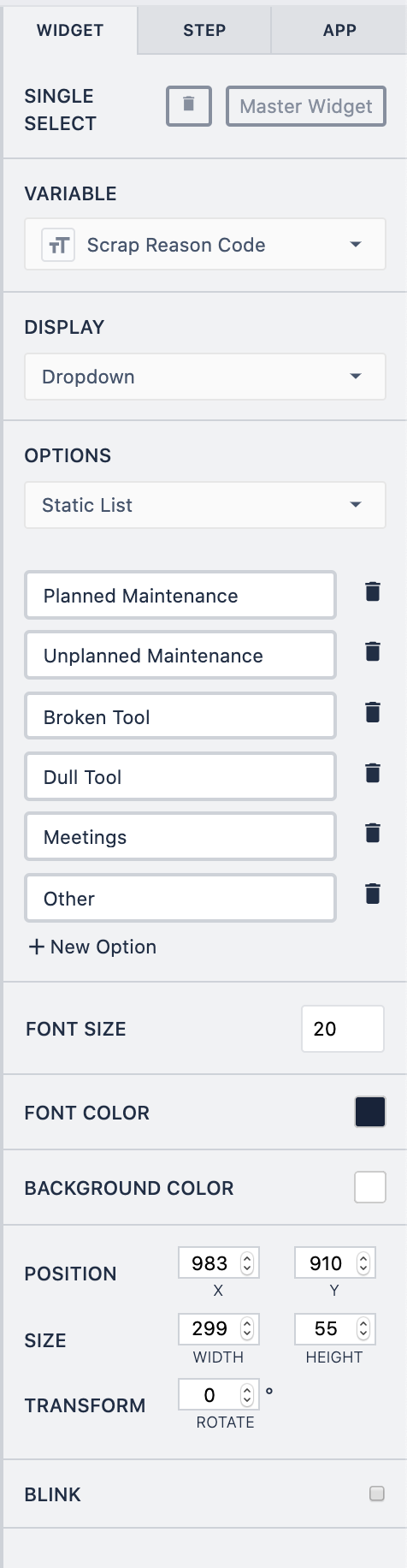
コードを追加したり、このリストを修正するには、Tulip App Editorでアプリを開き、ドロップダウン・ウィジェットを選択し、画面右側にある新しいオプション、修正可能なテキスト・フィールド、削除ボタン(ゴミ箱)を使って目的の修正を行います。
OEE メトリクスの計算
セクション1では、OEE計算のデフォルト設定について説明しました。チューリップ・プラットフォームでは、これらの計算を簡単に管理・変換できます。Tulip App Editorから、[Calculate]または[Calculate and Submit]ボタンを選択します。画面の右側に、ボタンテキストと一致するトリガーがあるはずです。計算を修正するには、鉛筆アイコンを使ってトリガーを開きます。
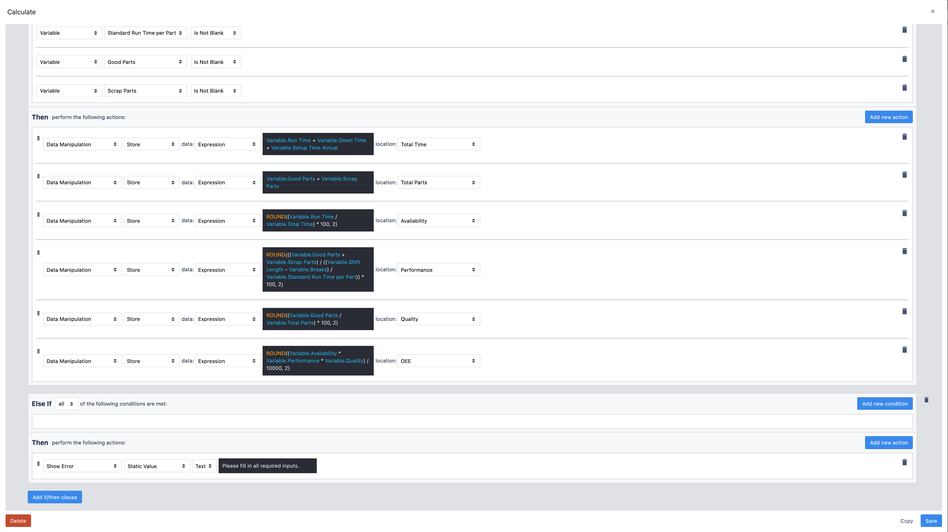
トリガーの構造は、基本的に以下のようになります:
1 2 3 4 5 ボタンが押されたとき:画面上のすべての変数が入力された場合:計算を実行し、変数に格納する。
計算を変更するには、各アクションステートメントにある式エディタを使用して、変数と算術演算子を変更することができます。式エディタの使用方法の詳細については、式エディタの使用方法を参照してください。
1つのボタンのトリガーへの変更は、2つ目のボタンに手動で引き継ぐ必要があります(そうしないと、計算ボタンから生成された値が、完了レコードに送信されたデータと一致しない場合があります)。
データと分析
このアプリケーションの重要な価値は、各完走を履歴化し、使いやすいデータ分析機能を提供できることです。生の完走データは、アプリケーションページの「完走」タブで確認できます:

前述したように、OEE計算アプリケーションは任意の頻度で完了させることができ、様々なプロセスで何度も使用することができます。
完了データは完了日に対して追跡されるため、最低でもアプリは毎日実行する必要があります。
このセクションでは、一般的に使用されるアナリティクスの構築方法の例を3つ紹介します。これらのアナリティクスは実質的に完了データのビューであるため、どの時点でも構築でき、収集されたすべてのデータを表示することができます。
単一マシンの日次稼働率
この例では、このアプリケーションを使用して1台のマシンの分析を構築する方法を見ていきます。簡単のため、Single Number分析を使用し、1日のプロセスの稼働率をリアルタイムで表示します。
標準的なプロセスが、特定のマシンに対して1日1回このアプリケーションを完了する(または一定のシフト時間で完了する)場合、必要なことは、今日という日付範囲のアプリケーション変数Availabilityを表示し、Current Machine ID equals your choiceのターゲットIDのフィルタを追加するだけです。しかし、このアプローチでは柔軟性に欠けます。なぜなら、1日に2つの提出がある場合(1つは480分、1つは120分とします)、長いシフトの方に重みがかかるのではなく、本質的に値が平均化されてしまうからです。
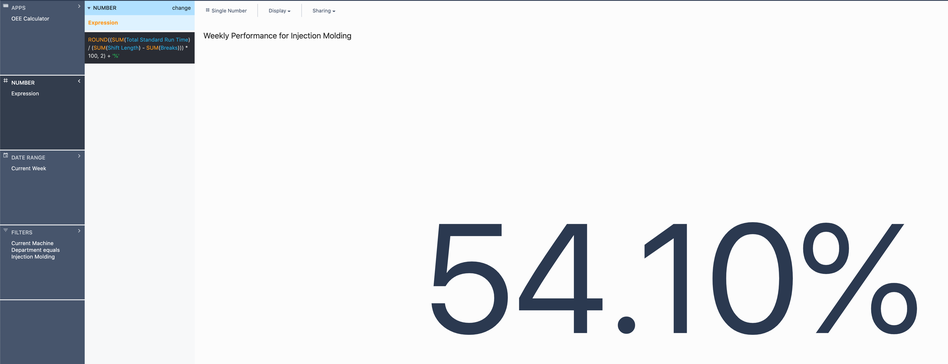
その代わりに、アナリティクスで効果的に計算を行い、生の値を集約して正確な加重計算を行います。これを行うには、Numberの下の値をExpressionに変更します。
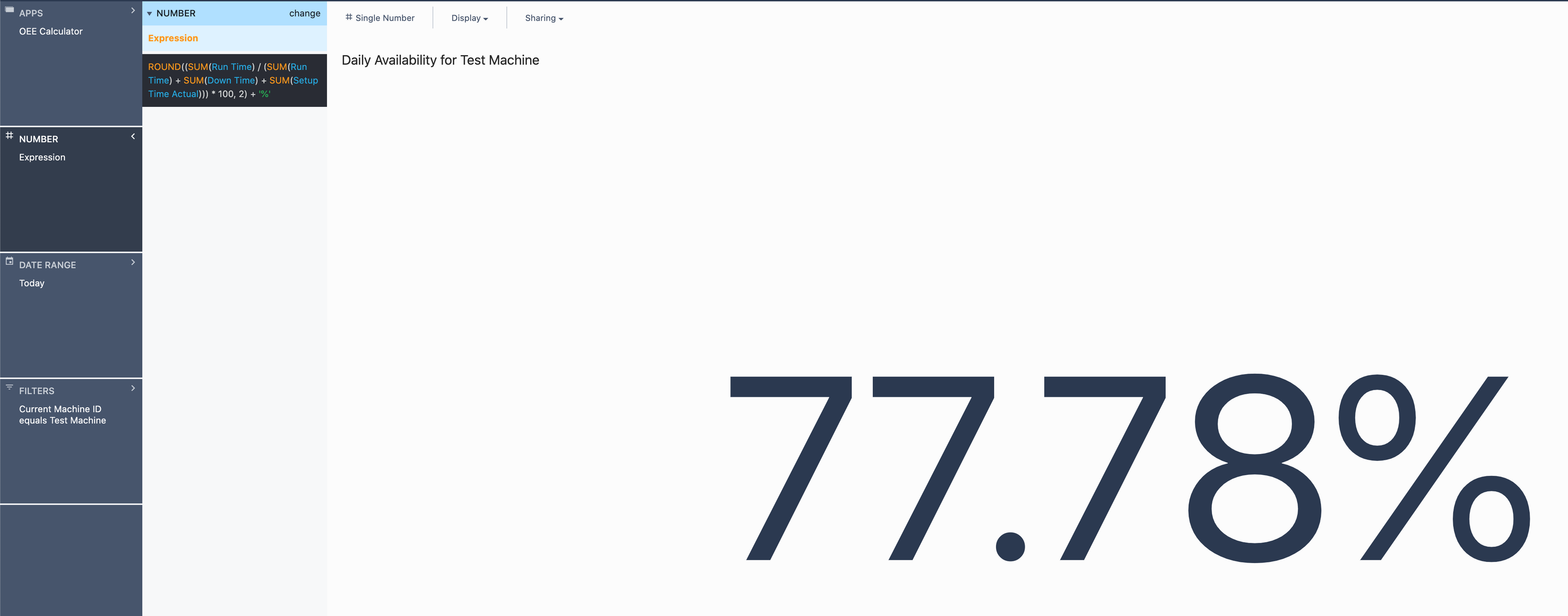
アプリケーションで使用するのと同じ計算を効果的に行いますが、各変数の周りに合計項を置くことで、選択した時間範囲内のすべての完了データを集約します。次に、結果を100倍してパーセントに変換し、小数点以下2桁に丸め、'%'記号を連結して数値からパーセント記号付き文字列に変換します。この例では、上のスクリーンショットは、この分析結果を Test Machine だけに限定するために使用するフィルタを示しています。
これで、この分析が非常に柔軟になりました。任意の期間のアベイラビリティを表示したい場合は、日付範囲フィールドを変更するだけです。
部門の週間パフォーマンス
この分析は上記のものと非常に似ていますが、別のメトリックを測定し、マシン・リスト・テーブルのメタデータ・セットアップを使用してグループ化を行う方法を示します。最初の例と同様に、アプリケーションで提供される数式を再利用し、集計のためにこれを堅牢に構築するために若干の変更を加えます。
これはアプリ内で実行される中間計算で、パフォーマンス方程式のこの部分(良品部品+スクラップ部品)*部品あたりの標準ランタイム)を効果的に表します。なぜこのようにするかというと、部品あたりの標準実行時間変数で同様の重み付けの問題が発生し、複数の完了にわたって合計または平均されるべきものではないからです。
その後、現在の週(毎週月曜日の午前12時にリセットされます)または過去7日間を選択し、週をまたぐことができます。最後に、マシンIDに基づいてフィルタリングするのではなく、マシン部門(またはその他のメタデータ)でフィルタリングして、分析をグループ化し、全体的な生産性をよりよく把握することができます。
ダウンタイム理由コードのパレート図
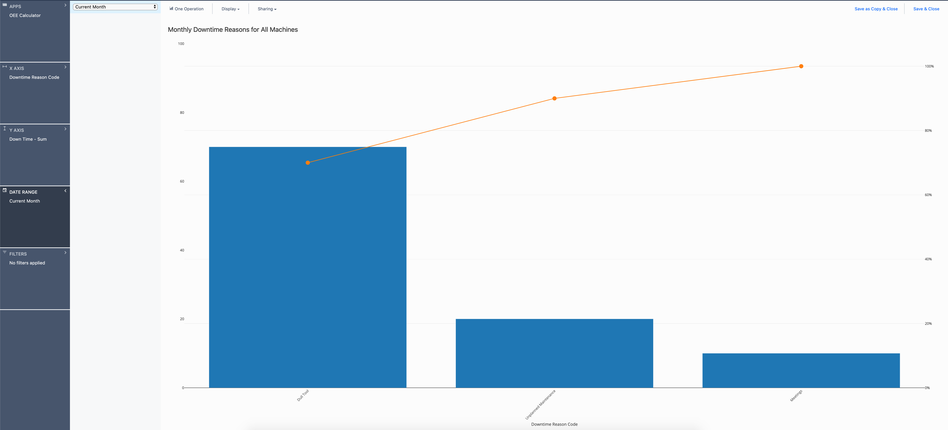
分析の最後の例として、理由コードのパレートチャートを提供することで、ダウンタイムや不具合の最も一般的な理由を理解し、改善することができます。この例ではダウンタイムを取り上げますが、不具合に置き換えることも簡単です。
まず、One Operation分析タイプを選択します。この例では、X軸を理由コード、Y軸をダウンタイムの合計とします。分析タイトルの上にある[表示]ドロップダウンで、チャートをパレートに変更できます。もう一度、日付範囲を変更し、好きなフィルターを追加することができます。以下は、全マシンの当月ビューの例です。
このようなデータ分析は、継続的な改善努力の指針となり、その影響をリアルタイムでモニタリングする上で非常に効果的です。
展開戦略
OEE計算機アプリケーションは、現場への展開方法が非常に柔軟です。このアプリは比較的最小限の操作(1日に数回のフォーム入力)しか必要としないため、オペレーターやライン監督者との物理的な近接性に基づき、施設の規模によって配備すべきステーションの数が決まると思われます。1台のタブレットで生産エリア全体をサポートすることは十分に可能です。オペレーターやアソシエイトは、作業やシフトが終わるたびに最寄りの端末に向かい、アプリケーションに情報を転送することになります。
しかし、このアプリケーションは複数のデバイスで同時に動作し、利用可能なマシンのリストが、アプリケーションを実行しているデバイス/チューリップ・ステーションによってフィルタリングされるという複雑なレイヤーを追加することもできます。すべてのデータは同じエリアに集約され、同じ方法でフィルタリングすることができます。