内容 x
- 第一段階。
- 建筑物
- 应用设计
- 应用程序编辑器
- 郁金香应用程序编辑器介绍
- 创建新的郁金香应用程序
- 如何在应用程序编辑器和播放器中使用键盘快捷键
- 郁金香中的多语言功能
- 步骤
- 小装饰
- 什么是 Widget?
- 输入小工具
- 嵌入式小工具
- 按钮小工具
- 如何配置小工具
- 为步骤添加输入部件 更新资料
- 什么是交互式表格小工具?
- Product Docs Template
- 如何嵌入视频
- 如何在应用程序中嵌入分析功能
- 使用文件
- 动态填充单选或多选 widget
- 如何使用复选框小工具
- 如何添加条形码小工具
- 如何在步骤中添加网格小部件
- 如何在应用程序内和应用程序之间复制/粘贴内容
- 如何在步骤中添加仪表小部件
- 自定义部件概述 更新资料
- 创建签名表步骤
- 使用输入部件进行数据验证 更新资料
- 记录历史小工具概述
- 表格步骤的技术细节
- 如何在应用程序中添加图片
- 如何使用电子签名小工具
- 应用程序中的数字格式 更新资料
- 教科文组织
- 什么是触发器?
- 阶跃触发器
- 应用程序级触发器
- 小部件触发器
- 应用程序过渡指南
- Capture App Screenshot
- 计时器触发器
- 如何添加设备触发器
- 如何通过条件(If/Else 语句)添加触发器
- 触发器编辑器中的操作和转换列表
- 最常见的十大触发因素是什么?
- 如何通过触发器设置部件颜色
- 如何发送电子邮件
- 如何为 Tulip 用户设置短信通知
- 如何从触发器打印步骤
- 如何在应用程序编辑器中使用表达式编辑器
- 表达编辑器的技术细节
- 应用程序编辑器中的完整表达式列表
- 使用日期时间表达式
- 类型化表达
- 使用数组和对象表达式
- 在触发器中处理时间
- 支持的自定义日期格式
- 如何完成应用程序
- 如何通过设备摄像头扫描条形码和 QR 码
- 如何在触发器中添加正则表达式
- 在郁金香应用程序中使用应用程序信息
- 如何使用触发器调用连接器函数
- 变量
- 解决问题
- 达蒂(印度教女神)。
- 连接器
- 分析
- 视觉
- 设备监测
- 受管制行业
- 副驾驶站在第一线。
- 自动化
- 进口中的出口
- 运行应用程序
- 管理
- Developers
- Connect to Software
- Connect to Hardare
- Edge Devices
- 支持的设备
- 可与郁金香配合使用的即插即用设备列表
- 创建和支持设备驱动程序
- 郁金香中的设备驱动程序支持
- 如何设置条形码扫描仪
- 使用串行驱动程序
- 如何将斑马打印机与 Tulip 集成
- 使用 Zebra 网络打印机驱动程序
- 使用 Zebra GK 系列标签打印机驱动程序
- 使用 USB 波贝盒驱动程序
- 使用康耐视 In-Sight 2000 驱动程序
- 如何配置康耐视和 Tulip
- 使用 MT SevenExcellence PH 计驱动程序
- 使用通用 ADC 驱动程序
- 使用欧米茄 HH806 温度计驱动器
- 使用数字卡尺驱动器
- 如何设置通用 TS05 蓝牙测温枪
- 使用康耐视 DataMan TCP 驱动程序
- 为 Windows Tulip Player 设置三丰 U-WAVE 接收器
- 使用布雷克内尔 PS25 称重驱动器
- 使用 RFID 驱动程序
- 使用Kolver EDU 2AE/TOP/E驱动程序
- 使用 USB 脚踏板驱动程序
- 使用 Torque 开放协议驱动程序
- 使用 Dymo M10 USB 电子称驱动程序
- 使用康耐视 In-Sight 驱动程序
- 使用 Telnet 驱动程序
- 使用通用 I/O 驱动程序
- 如何设置科尔弗扭矩控制器
- 使用 Insize 多通道卡尺驱动器
- 使用 Dymo S50 USB 电子称驱动程序
- 斑马 Android DataWedge 配置
- 将三丰数字卡尺与三丰 U 波驱动器配合使用
- 如何添加奥豪斯秤并将输出存储在变量中
- 温湿度传感器单元测试
- Troubleshoot
- Nodo Rosso.
- 创建可重复使用的组件
- 使用应用程序接口
- Edge Driver SDK
- 技术和信息技术文件
- 指南
- 图书馆
- 使用郁金香图书馆 更新资料
- Laboratory Operation App Suite
- 图书馆藏书
- 图书馆应用程序
- 教科书上的例子
- 应用解决方案
- CMMS 应用程序包
- Zerokey solutions
- 成果的可见性
- 物品委託電子申告(eBR)申請書類一式
- 盈科 CAPA Lite
- 5 为何使用人工智能进行根源分析
- 利用人工智能进行简单的缺陷报告
- 业务案例生成器
- 轮班启动会议
- 看板应用程序套件
- 简单的 OEE 控制面板
- Arena BOM 解决方案
- 设备管理应用程序套件
- 简单核对表
- 清单管理套件
- 考勤管理简单解决方案
- 包装与装运图书馆应用
- CAPA 管理
- 移动照相机应用程序
- OEE 计算器
- 每小时生产记分卡
- 材料反冲
- 质量事件仪表板
- 首次通过产量申请
- 采光
- 培训解决方案
- 数字系统库存
- 视觉定位跟踪
- 数字系统访问管理
- 材料管理
- 工具与资产经理
- 优质活动管理
- 带断光传感器的步进推进器
- 数字秒表
- 审核清单
- 卡塔纳企业资源规划应用程序
- 高级别基线评估
- 物料清单管理
- 安全事故经理
- Composable Lean
- Composable Mobile
- 如何申请
- 可堆肥 MES
- 制药行业的 MES 系统
- 连接器和单元测试
- Planeus 单元测试 更新资料
- COPA-DATA 连接器 新
- Veeva 连接器
- Inkit 连接器
- MRPeasy 连接器
- Oracle 融合连接器
- LabVantage 连接器和单元测试
- 谷歌聊天连接器
- Salesforce 连接器
- Litmus 概览
- eMaint 连接器
- eLabNext 连接器
- Acumatica ERP 连接器
- CETEC 连接器
- PagerDuty 连接器
- NiceLabel 集成
- Aras 集成概述
- SDA 集成
- 尼米乐队单元测试
- 竞技场整合 更新资料
- 条码扫描器单元测试
- 脚踏板单元测试
- 开始在 RealWear 头戴式耳机上使用郁金香
- 空气台连接器
- 希波连接器
- 调酒师集成
- SAP S/4 HANA 云连接器
- RFID 扫描仪单元测试
- Jira 连接器
- 斑马标签打印机单元测试
- 谷歌翻译连接器
- MSFT Power Automate
- OpenAI 连接器
- 谷歌日历连接器
- 郁金香应用程序接口单元测试
- Duro PLM 单元测试
- HiveMQ 单元测试
- 与 NetSuite 集成
- 康耐视单元测试
- PowerBI 桌面集成
- ProGlove 单元测试
- Fivetran 集成
- ParticleIO 集成
- Google Drive 连接器
- 雪花连接器 更新资料
- SAP SuccessFactors 连接器
- ZeroKey Integration
- 谷歌地理编码连接器
- 谷歌工作表连接器
- 如何将 Tulip 与 Slack 整合
- HighByte 智能枢纽单元测试
- LandingAI 单元测试
- LIFX 单元测试(无线灯)
- 微软日历连接器
- M365 Dynamics F&O 连接器
- Microsoft Outlook 连接器
- Microsoft Teams 连接器
- 使用 Oauth2 将 Microsoft Graph API 连接到 Tulip
- Microsoft Excel 连接器
- 网宿应用程序和连接器
- OpenBOM 连接器
- 称重秤单元测试
- InfluxDB 连接器
- Augury 连接器
- 连接器
- 舍弗勒 Optime 连接器
- MongoDB Atlas 连接器
- MaintainX 连接器
- Twilio 连接器
- SendGrid 连接器
- 安慰连接器
- 如何为 RealWear 头戴式耳机设计郁金香应用程序
- OnShape 连接器
- 可定制的小部件
- 调度自定义小工具 新
- 时间轴小工具
- json 树查看器小工具
- 看板任务管理小工具
- 徽章小工具
- 高级计时器小工具
- 分段按钮自定义小工具
- 动态仪表自定义小工具
- 小吃店小部件
- 变化探测器单元测试
- 状态颜色指示器 设备测试
- 输入长度检查单元测试
- 计算器自定义部件单元测试
- 图像注释小工具单元测试
- 精益仪表板小工具
- Looper 单元测试
- 秒表单元测试
- 数字输入单元测试
- 数字键盘单元测试
- 径向测量仪
- 菜单单元测试步骤
- SVG 小工具
- 文本输入单元测试
- 工具提示单元测试
- 作业指导 照顾要点 单元测试
- 书面电子签名小工具单元测试
- ZPL 查看器单元测试
- 简单折线图小工具
- 货架自定义小工具
- 滑块小工具
- NFPA 钻石定制小工具
- 通过 - 失败 自定义小工具
- 简单计时器自定义小工具
- Nymi Presence集成小工具
- 自动化


文章摘要
您觉得此摘要对您有帮助吗?
感谢您的反馈
To download the app, visit: Library
:::本文概述了移动生产记分卡(Takt time)应用程序的结构和构建方式。
目的
该应用程序为手动记录机器活动以及显示实时产量和工时计算结果提供了一个简单的解决方案。用户可以在机器状态之间轻松切换,并在生产过程中记录好的和坏的零件。
使用的表格
应用程序中使用的表格称为工位活动历史。表中的每条记录都是具有状态的工位活动事件。使用应用程序时,数据会记录在该表中。用户可以在分析步骤中查看该表的数据分析。
车站活动历史的字段:
ID:每个事件的唯一标识符HourBlock:事件发生的小时,可用于创建小时记分卡Status:事件的状态,例如:RUNNING,DOWNING, DOWNING, DOWNING, DOWNING:停机原因:如果事件的状态是 "停机",用户可以选择停机原因,该原因将存储在记录的停机原因字段中持续时间:事件的时间间隔工位:发生事件的车间工位实际:缺陷:事件期间生产的坏件数量产品ID:事件期间生产的产品类型的唯一标识符
应用程序结构
应用程序中有两个查询,每个查询都有一对Aggregation。在第一个查询 "订单 ID"中,我们加入了 "实际总和"和**"缺陷总和**"聚合。在记录好的和有缺陷的部件时,我们利用这两个聚合来计算产量。第二个查询是 "工位上的今日运行事件",其中包含 "今日事件持续时间 "和 "今日实际汇总"。这一特定查询有助于确定记录好部件和次品部件的周期时间。
我们利用订单 ID作为 "有订单 ID"查询的过滤器。用户可在第一步中添加此功能。对于 "工位上的今日运行事件"查询,筛选器包括订单 ID、生产开始变量(在第一步中指定订单 ID,生产开始作为一个变量,在应用程序输入时捕获当前日期和时间)、应用程序信息、工位名称和静态值:站名和静态值RUNNING
在应用程序的第一步,用户可以输入订单 ID。与其他性能可见性应用程序不同的是,用户需要提供以小时为单位的运行时间和该特定时间段的产品需求数,以便计算周转时间。
当用户点击 "开始生产 "按钮时,应用程序将导航到下一步,并在工位活动历史表中创建记录。此外,它还会将根据操作时间和产品需求计算得出的生产率和计划工时存储到两个单独的变量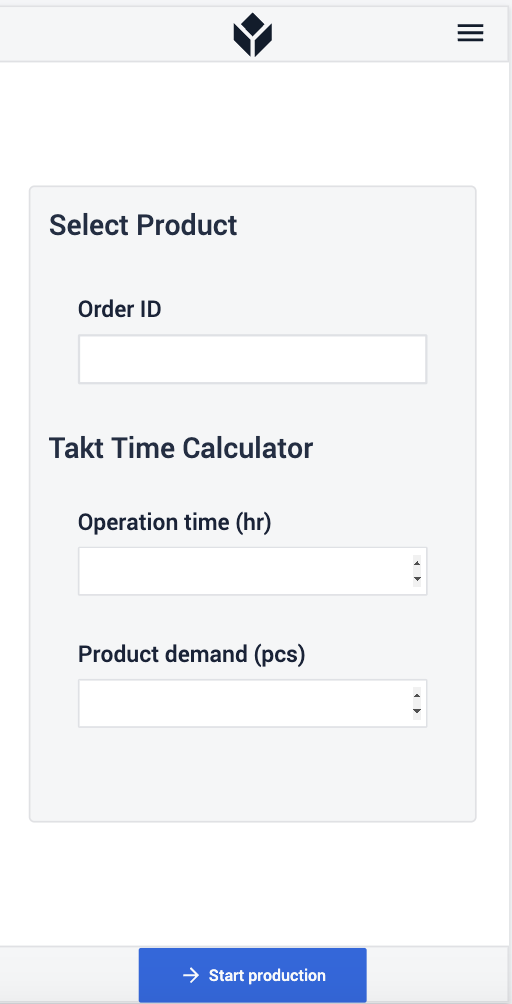 {height="400" width=""} 中。
{height="400" width=""} 中。
在 "主"步骤中,用户可以在不同的生产状态之间切换,也可以记录良好部件和缺陷。如果所选状态为"停机",应用程序会将用户导航至 "将状态改为停机"步骤,用户必须在该步骤中选择停机原因才能继续操作。用户可以在应用程序侧菜单的 "变量 - 默认值"部分设置该变量的默认值。该变量的重要性在于其功能:如果状态包含在该变量中,应用程序将在该状态期间不记录目标。这意味着,如果我们将机器的状态更改为关闭,之后又将其更改为其他状态,应用程序将不会计算该停机时间段的目标值。
这一步涉及四个变量:产品需求(即目标值)、产量、计划工时和周期时间。
当用户点击 "开始生产 "按钮时,计划工时和产品需求会在第一步中计算出来。这些值不会重新计算。每次记录好的零件时,都会重新计算周期时间。同样,每次记录缺陷或良好部件时,都会重新计算产量。
**分析 "**步骤可从任何其他步骤进入。用户可以查看有关生产性能的 Analyses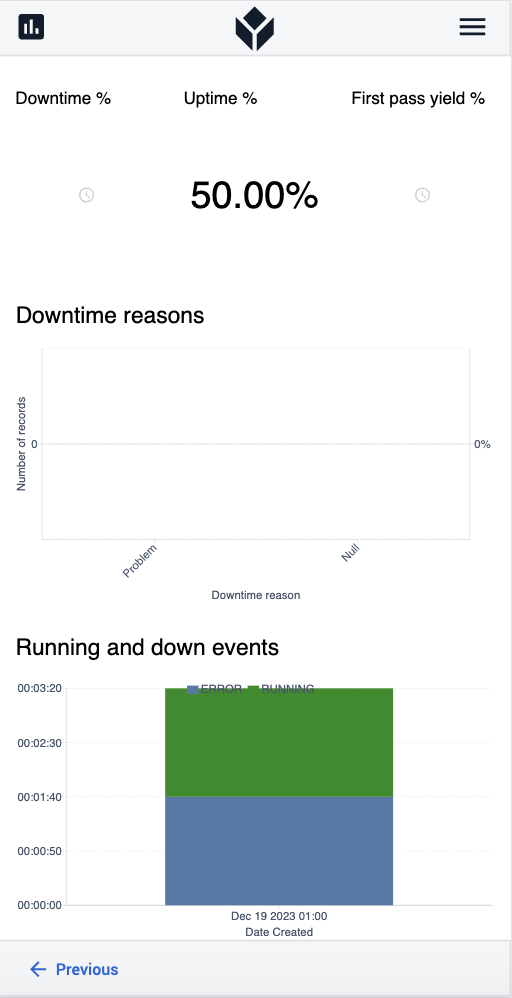
相关应用程序
- 要管理多个站点的性能,请查看集中性能可见性记分卡
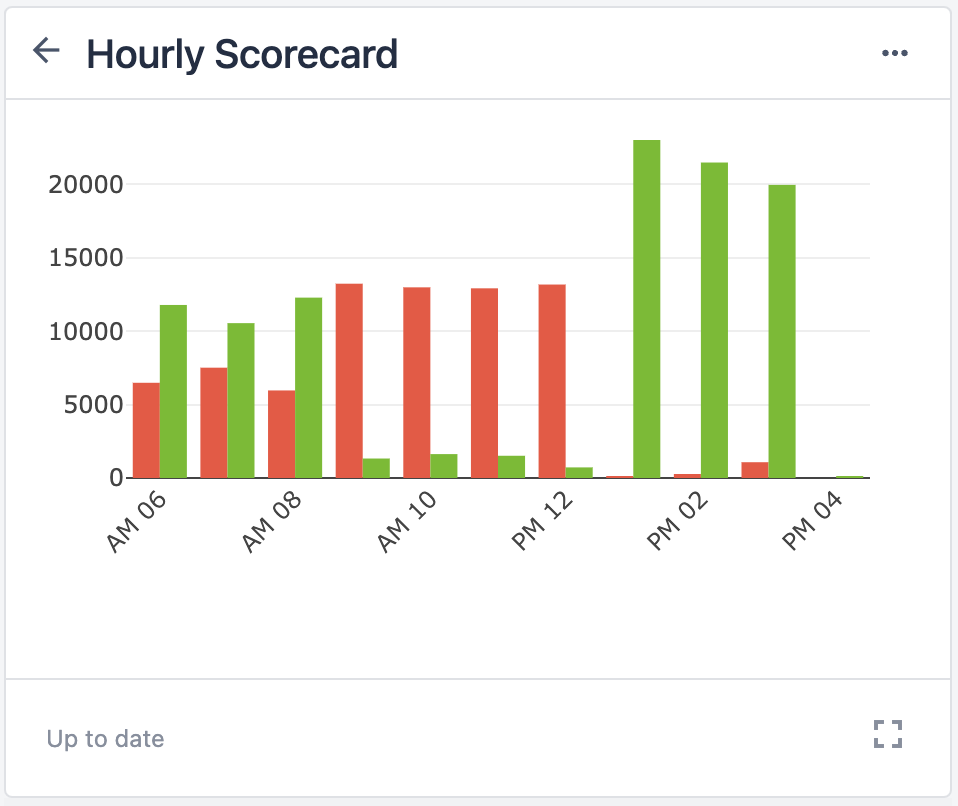
- 如需其他设计,请查看每小时生产记分卡
Table Aggregation
Aggregations are calculations on top of table data, this can include things like the average value of a column within a Tulip Table.
Analysis
An analysis is a live updating combination of a data query and a visualisation. It allows to show metrics based on app completion data, Tulip Table data, or machine data. Analyses can be embedded and dynamically filtered within apps, placed on dashboards and shared via a direct link
Example - Bar chart
本文对您有帮助吗?
感谢您的反馈!我们的团队将尽快回复您
我们如何改进本文?
您的反馈
评论
评论 (自选)
字符限制 : 500
请输入您的评论
电子邮件 (自选)
电子邮件
请输入有效的电子邮件
