To download the app, visit: Library
:::本文概述了移动生产记分卡(Takt time)应用程序的结构和构建方式。
目的
该应用程序为手动记录机器活动以及显示实时产量和工时计算结果提供了一个简单的解决方案。用户可以在机器状态之间轻松切换,并在生产过程中记录好的和坏的零件。
使用的表格
应用程序中使用的表格称为工位活动历史。表中的每条记录都是具有状态的工位活动事件。使用应用程序时,数据会记录在该表中。用户可以在分析步骤中查看该表的数据分析。
车站活动历史的字段:
ID:每个事件的唯一标识符HourBlock:事件发生的小时,可用于创建小时记分卡Status:事件的状态,例如:RUNNING,DOWNING, DOWNING, DOWNING, DOWNING:停机原因:如果事件的状态是 "停机",用户可以选择停机原因,该原因将存储在记录的停机原因字段中持续时间:事件的时间间隔工位:发生事件的车间工位实际:缺陷:事件期间生产的坏件数量产品ID:事件期间生产的产品类型的唯一标识符
应用程序结构
应用程序中有两个查询,每个查询都有一对Aggregation。在第一个查询 "订单 ID"中,我们加入了 "实际总和"和**"缺陷总和**"聚合。在记录好的和有缺陷的部件时,我们利用这两个聚合来计算产量。第二个查询是 "工位上的今日运行事件",其中包含 "今日事件持续时间 "和 "今日实际汇总"。这一特定查询有助于确定记录好部件和次品部件的周期时间。
我们利用订单 ID作为 "有订单 ID"查询的过滤器。用户可在第一步中添加此功能。对于 "工位上的今日运行事件"查询,筛选器包括订单 ID、生产开始变量(在第一步中指定订单 ID,生产开始作为一个变量,在应用程序输入时捕获当前日期和时间)、应用程序信息、工位名称和静态值:站名和静态值RUNNING
在应用程序的第一步,用户可以输入订单 ID。与其他性能可见性应用程序不同的是,用户需要提供以小时为单位的运行时间和该特定时间段的产品需求数,以便计算周转时间。
当用户点击 "开始生产 "按钮时,应用程序将导航到下一步,并在工位活动历史表中创建记录。此外,它还会将根据操作时间和产品需求计算得出的生产率和计划工时存储到两个单独的变量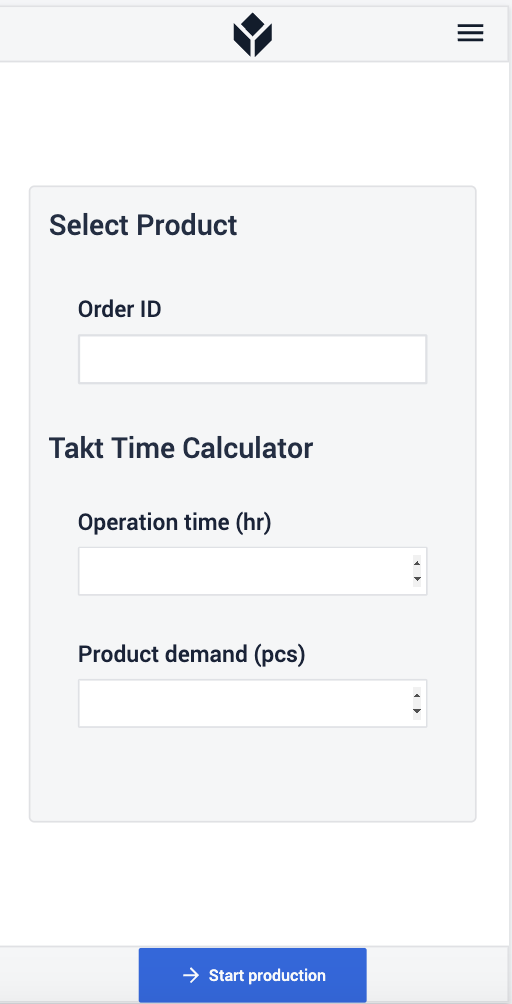 {height="400" width=""} 中。
{height="400" width=""} 中。
在 "主"步骤中,用户可以在不同的生产状态之间切换,也可以记录良好部件和缺陷。如果所选状态为"停机",应用程序会将用户导航至 "将状态改为停机"步骤,用户必须在该步骤中选择停机原因才能继续操作。用户可以在应用程序侧菜单的 "变量 - 默认值"部分设置该变量的默认值。该变量的重要性在于其功能:如果状态包含在该变量中,应用程序将在该状态期间不记录目标。这意味着,如果我们将机器的状态更改为关闭,之后又将其更改为其他状态,应用程序将不会计算该停机时间段的目标值。
这一步涉及四个变量:产品需求(即目标值)、产量、计划工时和周期时间。
当用户点击 "开始生产 "按钮时,计划工时和产品需求会在第一步中计算出来。这些值不会重新计算。每次记录好的零件时,都会重新计算周期时间。同样,每次记录缺陷或良好部件时,都会重新计算产量。
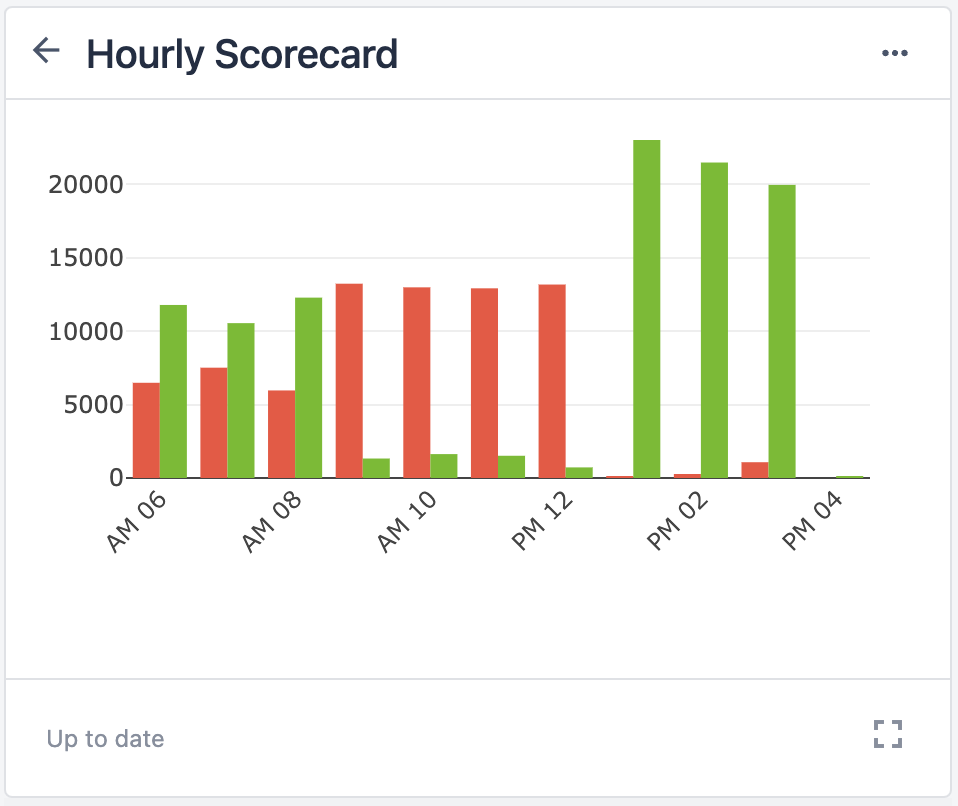
**分析 "**步骤可从任何其他步骤进入。用户可以查看有关生产性能的 Analyses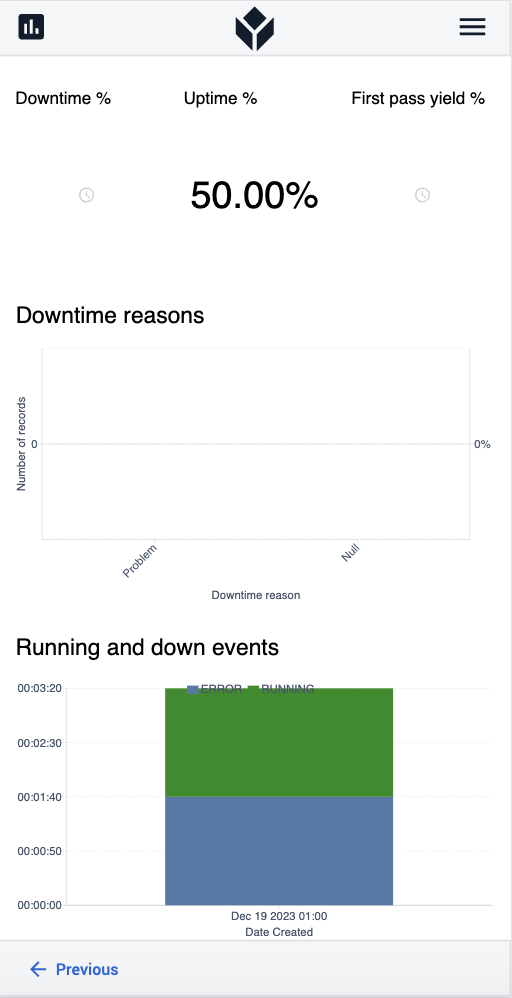
相关应用程序
- 要管理多个站点的性能,请查看集中性能可见性记分卡
- 如需其他设计,请查看每小时生产记分卡