To download the app, visit: Library
:::В этой статье кратко описано, как устроено и построено приложение "Почасовой производственный табель".
В приложении пользователь может регистрировать производственные события в таблице Tulip и просматривать почасовую карточку производственных показателей станции.
Используемые таблицы
Таблица, используемая в приложении, называется "История деятельности станции". Каждая запись в таблице - это событие деятельности станции, имеющее статус. При использовании приложения данные регистрируются в этой таблице. Пользователь может просмотреть анализ данных таблицы на шаге "Аналитика".
Поля истории активности станции:
ID: уникальный идентификатор каждого событияЧасовойблок: час, в который произошло событие, может быть использован для создания почасовых оценочных листовСтатус: статус события, например: RUNNING, DOWN, OFFDowntimereason: если статус события DOWN, пользователь может выбрать причину простоя, которая будет сохранена в поле причины простоя записиDuration: временной интервал событияStation: станция в цехе, где произошло событиеActual: количество хороших деталей, произведенных во время событияЦель: целевое количество изделий, которое рассчитывается автоматически из продолжительности события и заданной вручную нормы производстваДефекты: количество плохих деталей, произведенных во времясобытияИдентификатор изделия: уникальный идентификатор для типа изделия, произведенного во время события
Структура приложения
Шаг "Начало смены " - это первый шаг приложения, на котором вы можете начать свою смену.
На шаге Настройка/Производство пользователь может принять решение о настройке машины или немедленном запуске производства. Кнопка "Настроить" переведет вас на шаг "Настройка в процессе", а кнопка "Производство" - на шаг "Выбрать продукт".
На этапе " Выполняется на стройка" пользователь должен выбрать кнопку "Завершить настройку", чтобы подтвердить, что настройка завершена. Приложение переведет пользователя обратно на шаг Настройка/Производство, чтобы он мог выбрать запуск производства.
На шаге Выбор продукта пользователь должен ввести идентификатор продукта и норму производства. Если значения введены, можно начинать производство. 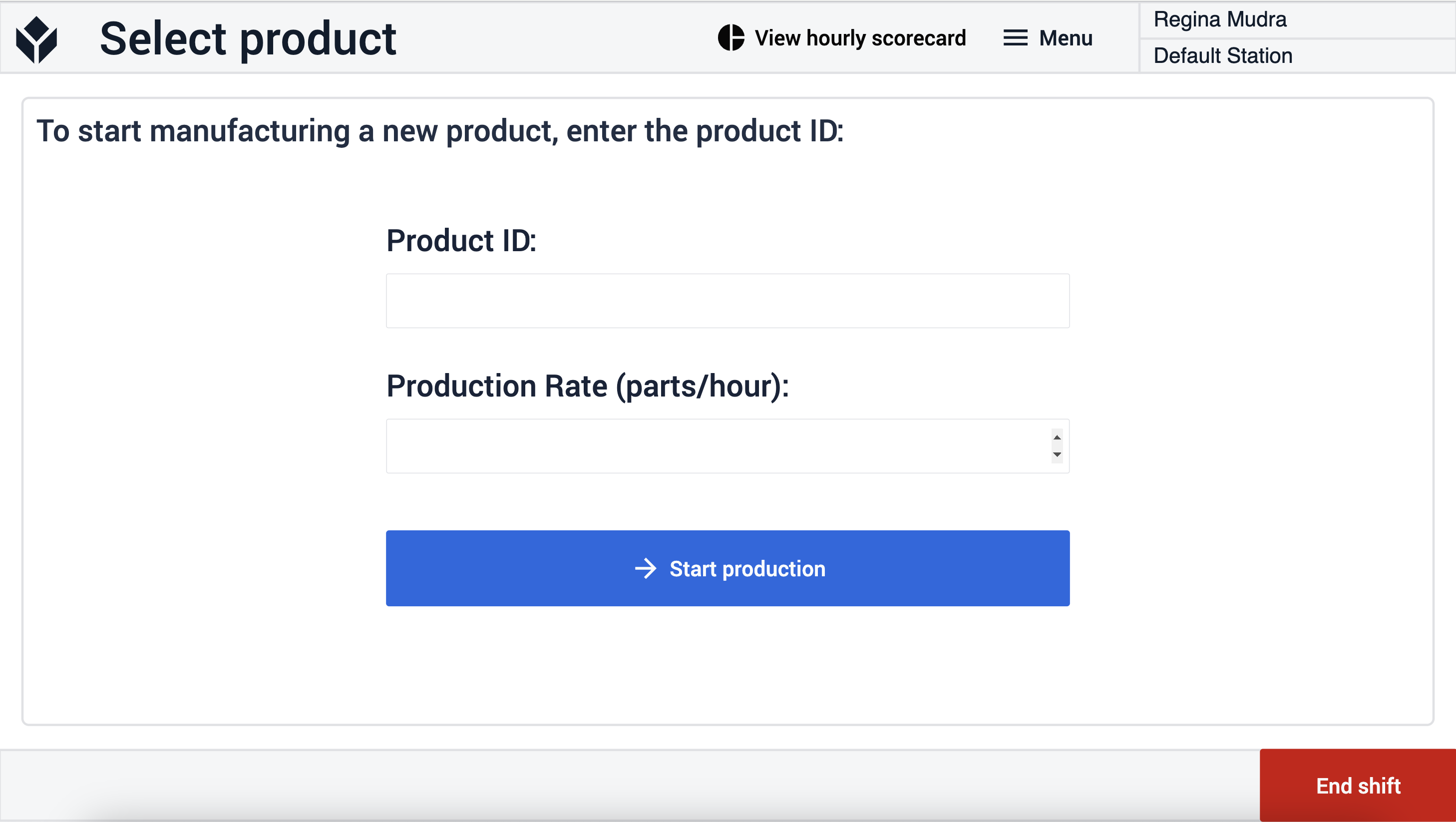
На шаге "Производство в процессе" для оператора отображается идентификатор продукта и время начала производства. Когда производство должно быть прервано, пользователю необходимо выбрать причину прерывания. Это означает окончание производственного события и начало события простоя. Если оператор хочет регистрировать хорошие и плохие продукты, ему нужно нажать на зеленую кнопку Log output. 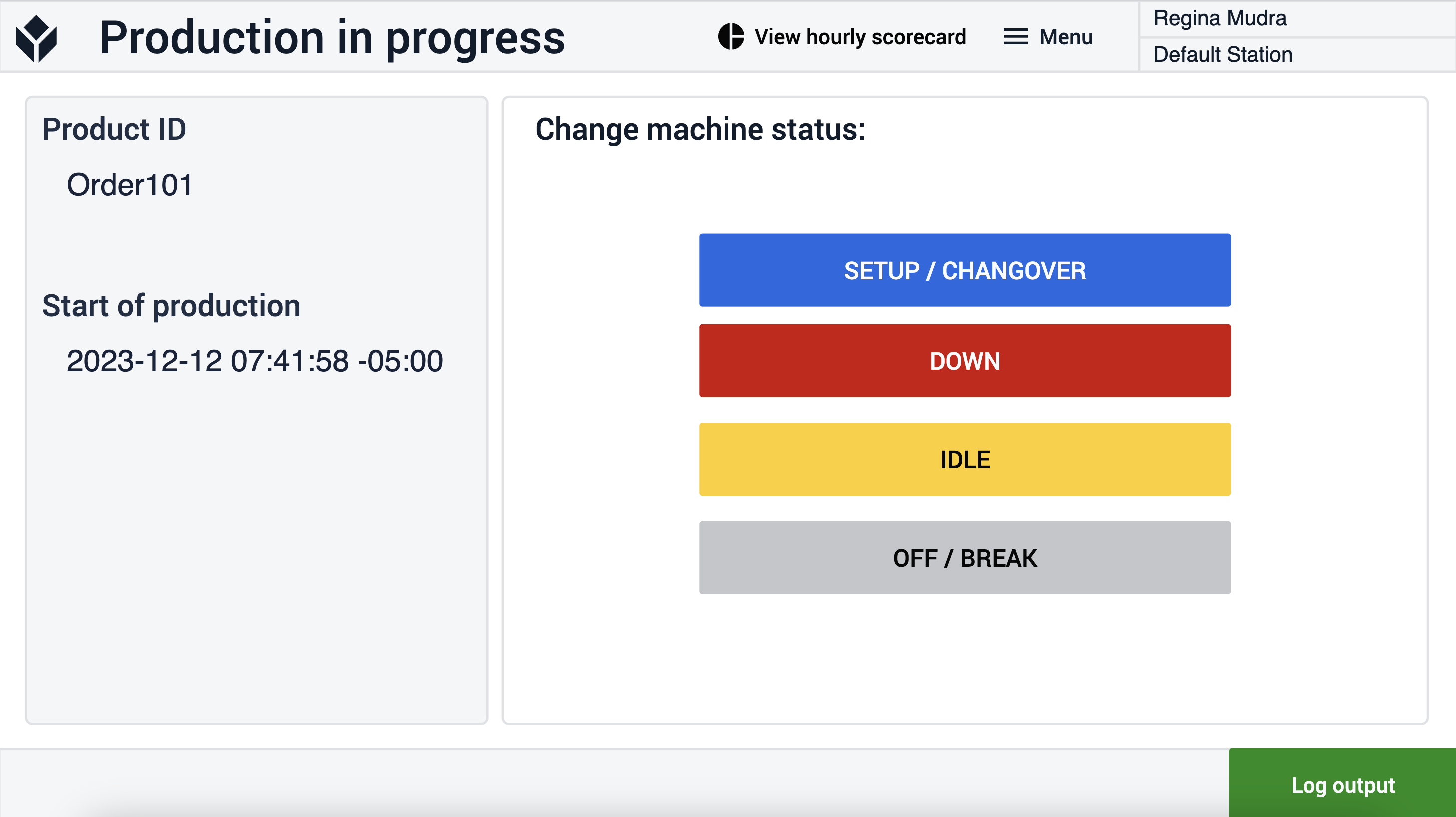
Если пользователь выбирает какую-либо причину простоя на шаге "Производство в процессе", приложение переходит на шаг "Производство приостановлено ". Для завершения простоя пользователь должен нажать на кнопку Продолжить производство. 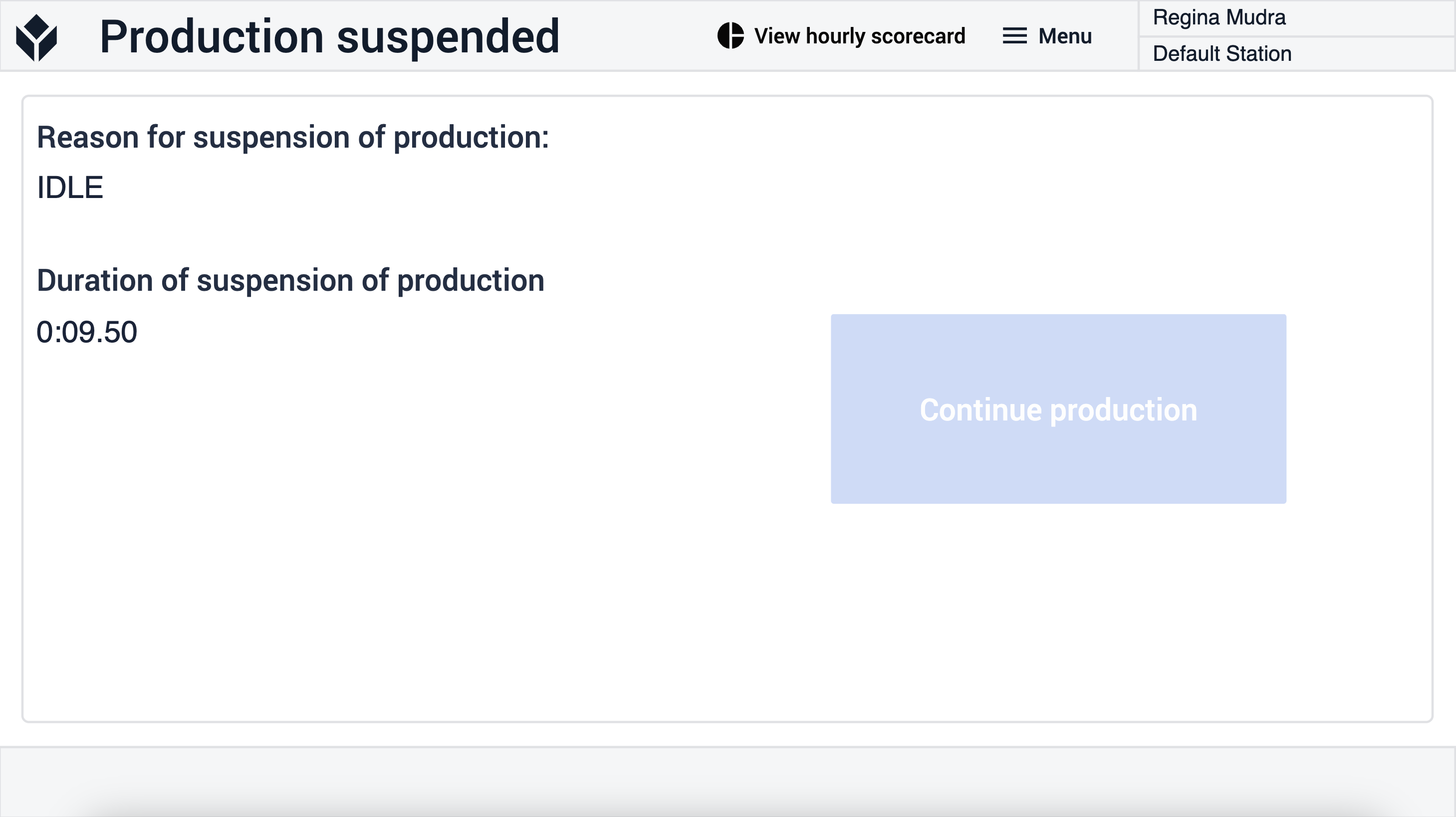
Если пользователь выбирает кнопку Log output на шаге Production in Progress, приложение переходит к шагу Finish Production. Пользователь может ввести количество годных деталей и количество дефектов вручную или воспользоваться кнопками, которые увеличат или уменьшат значения на отображаемые на них цифры. Как только эти два значения будут установлены, они будут занесены в таблицу, и пользователь сможет принять решение о продолжении производства того же типа продукта, что и раньше, или вернуться на страницу Select Product и выбрать другой продукт для производства. 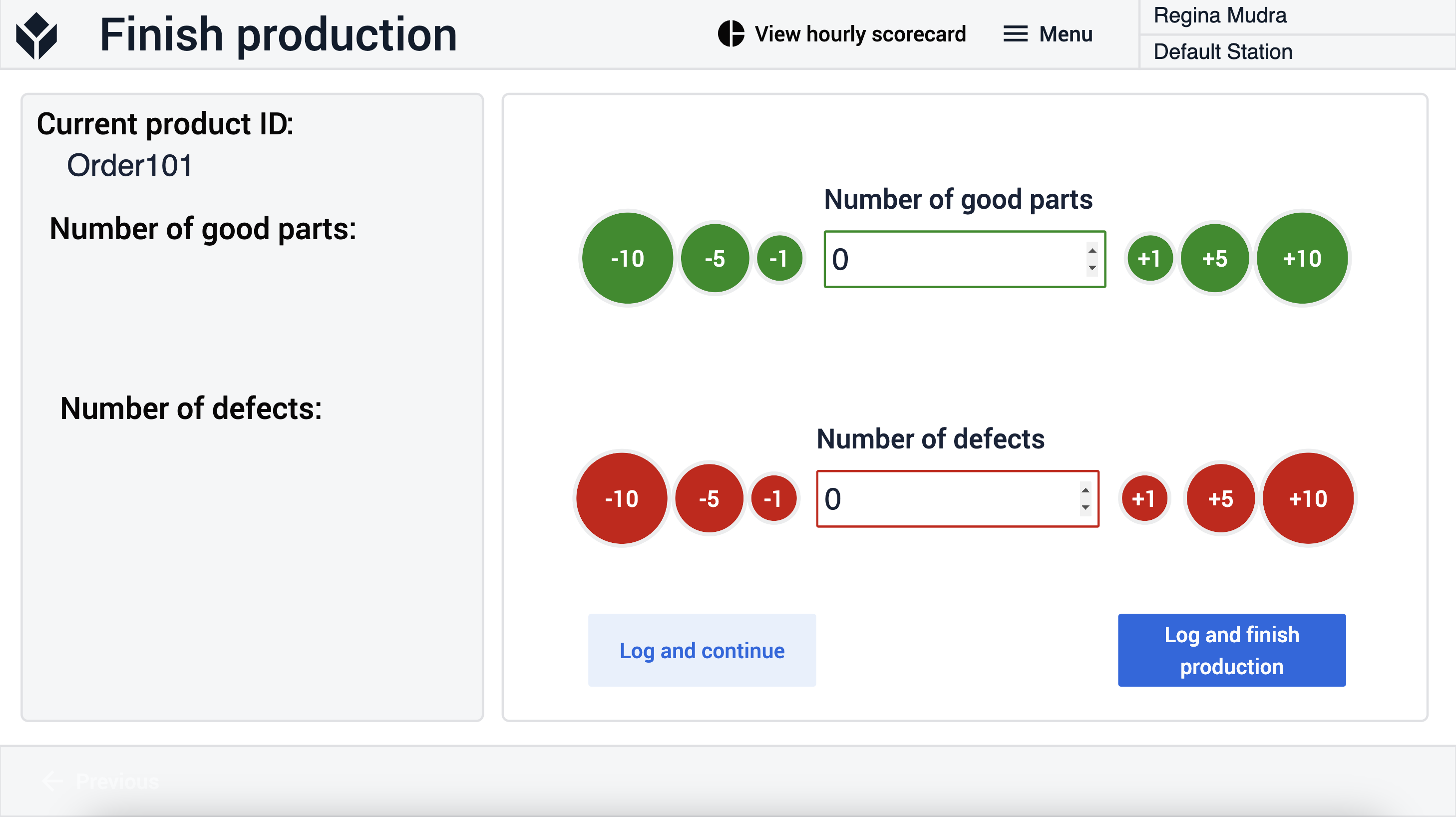
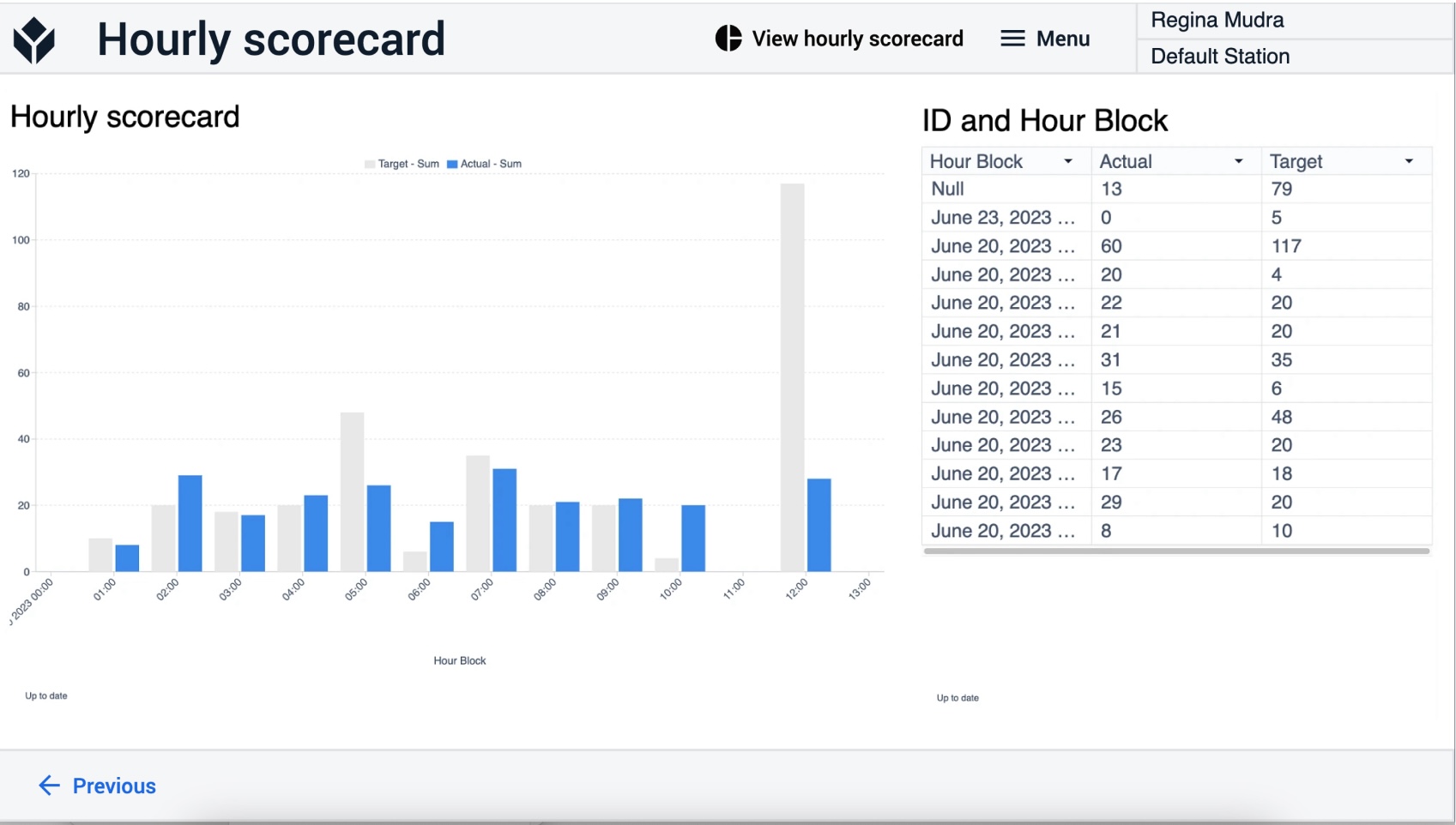
На шаг Hourly scorecard можно попасть из всех остальных шагов. Здесь пользователь может просмотреть аналитику, описывающую, сколько продуктов было произведено в каждый из часов. Они также могут сравнить его с рассчитанным целевым значением.