To download the app, visit: Library
:::Questo articolo riassume come è strutturata e costruita l'applicazione Scorecard di produzione oraria.
Nell'applicazione, l'utente può registrare gli eventi di produzione in una tabella Tulip e visualizzare lo scorecard orario della stazione.
Tabelle utilizzate
La tabella utilizzata nell'applicazione si chiama Storia dell'attività della stazione. Ogni record della tabella è un evento di attività della stazione che ha uno stato. Quando si utilizza l'applicazione, i dati vengono registrati in questa tabella. L'utente può visualizzare l'analisi dei dati della tabella nella fase Analisi.
Campi della cronologia delle attività della stazione:
ID: l'identificatore univoco di ognieventoBlocco ore: l'ora in cui si è verificato l'evento; può essere utilizzato per creare tabelle di valutazione orarieStato: lo stato dell'evento, ad esempio: RUNNING, DOWN,OFFMotivo del fermo macchina: se lo stato dell'evento è DOWN, l'utente può selezionare il motivo del fermo macchina che verrà memorizzato nel campo del motivo del fermo macchina del recordDurata: l'intervallo di tempo dell'eventoStazione: la stazione dell'officina in cui si è verificato l'eventoEffettivo: numero di pezzi buoni prodotti durante l'eventoTarget: numero di prodotti target calcolato automaticamente in base alla durata e all'evento e al tasso di produzione predefinito manualmenteDefetti: numero di pezzi difettosi prodotti durante l'eventoID prodotto: identificatore univoco del tipo di prodotto prodotto durante l'evento
Struttura dell'applicazione
Il passo Inizio turno è il primo passo dell'applicazione in cui è possibile iniziare il turno.
Nella fase Impostazione/Produzione, l'utente può decidere di impostare la macchina o di avviare immediatamente la produzione. Il pulsante Imposta rimanda al passo Impostazione in corso, mentre il pulsante Produzione rimanda al passo Seleziona prodotto.
Nel passaggio Impostazione in corso, l'utente deve selezionare il pulsante Termina impostazione per registrare che l'impostazione è stata completata. L'applicazione riporterà l'utente al passo Impostazione/Produzione, in modo che possa scegliere di avviare la produzione.
Nel passaggio Seleziona prodotto, l'utente deve inserire l'ID del prodotto e la velocità di produzione. Se i valori sono inseriti, è possibile avviare la produzione. 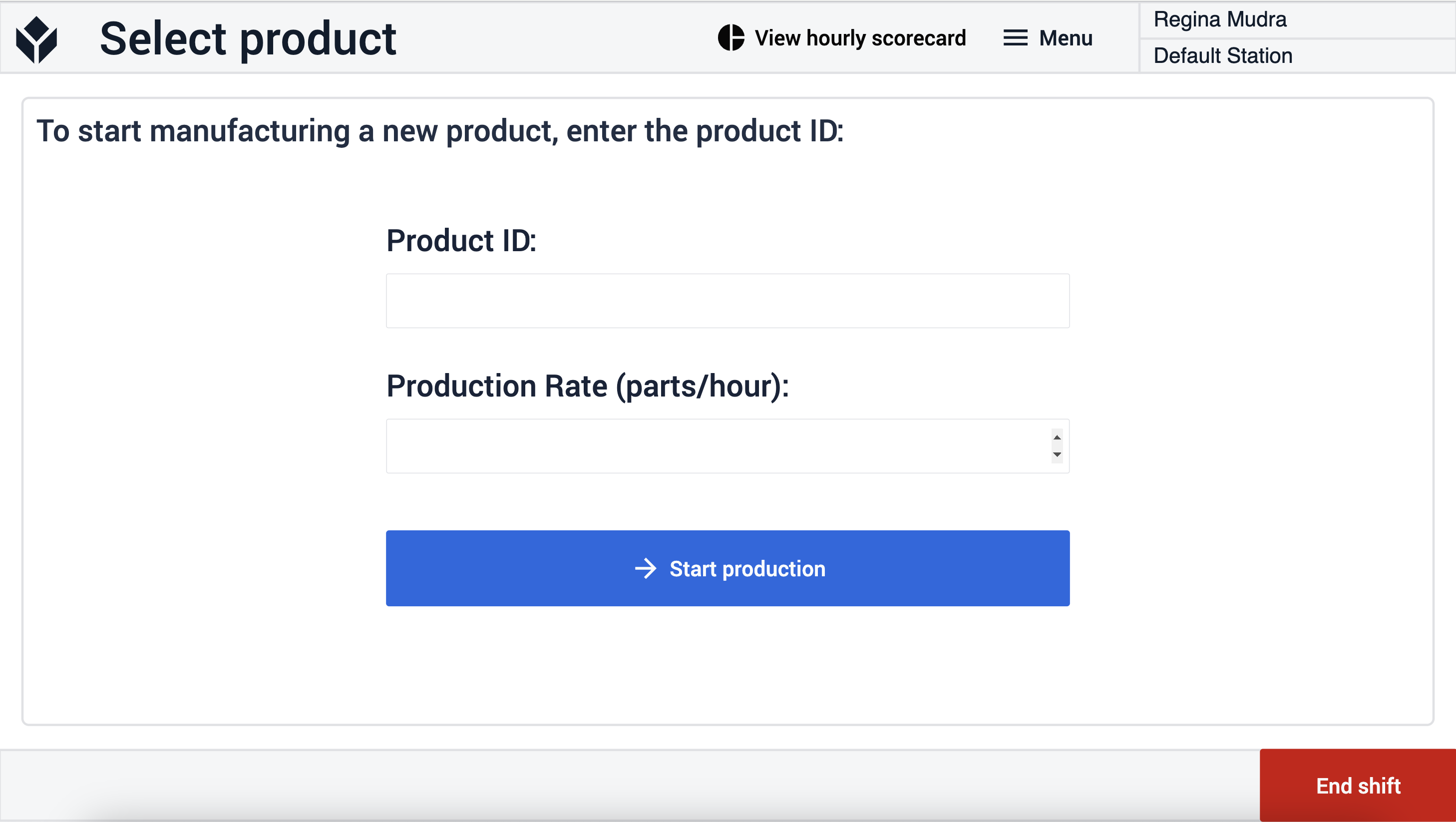
Nella fase Produzione in corso, l'ID del prodotto e l'ora di inizio della produzione vengono visualizzati per l'operatore. Quando la produzione deve essere interrotta, l'utente deve selezionare il motivo dell'interruzione. Ciò significa la fine dell'evento di produzione e l'inizio di un evento di inattività. Se l'operatore desidera registrare i prodotti buoni e cattivi, deve fare clic sul pulsante verde Log output. 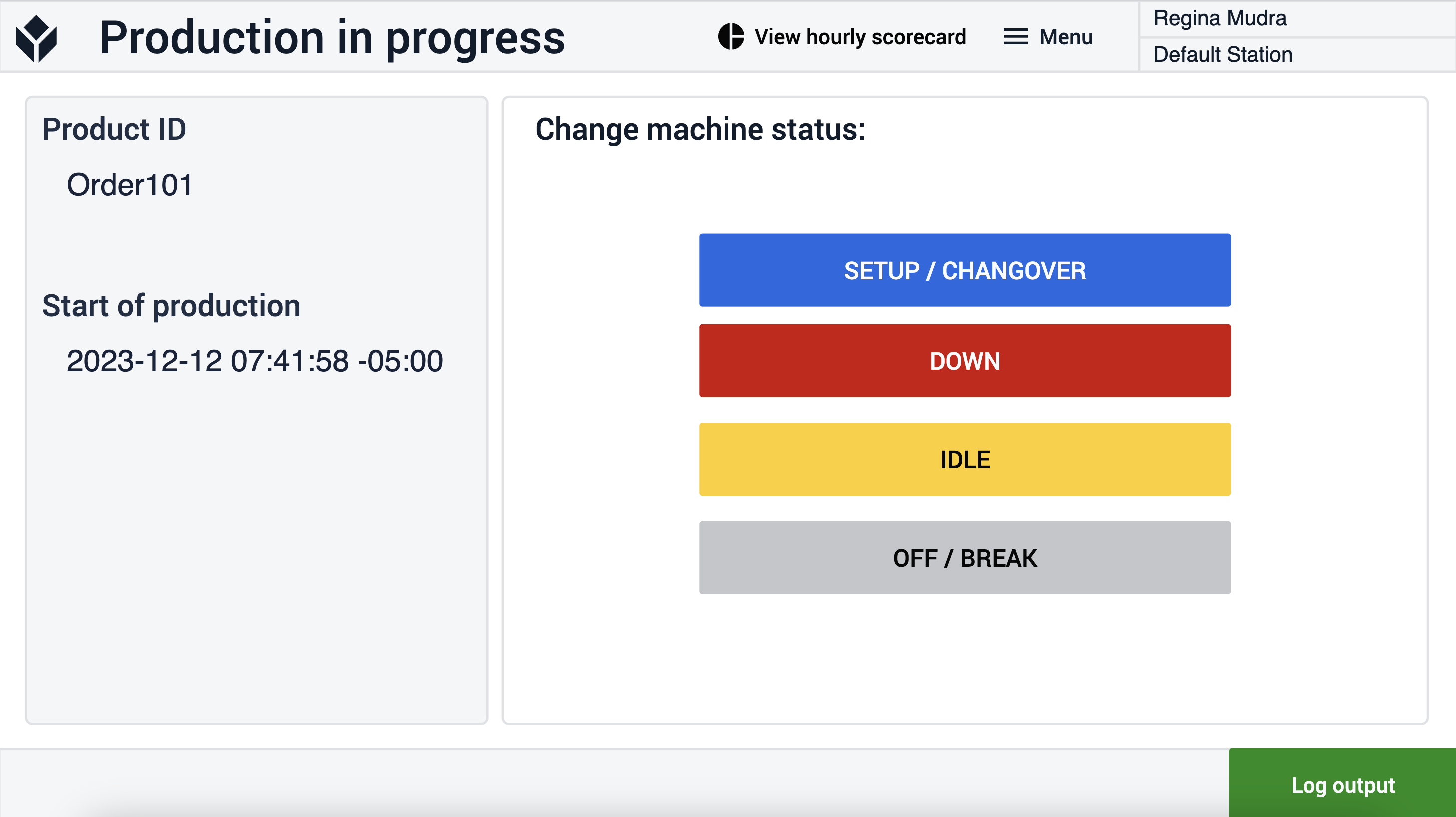
Se l'utente seleziona un motivo di inattività nella fase Produzione in corso, l'applicazione passa alla fase Produzione sospesa. Per terminare l'evento di inattività, l'utente deve fare clic sul pulsante Continua produzione. 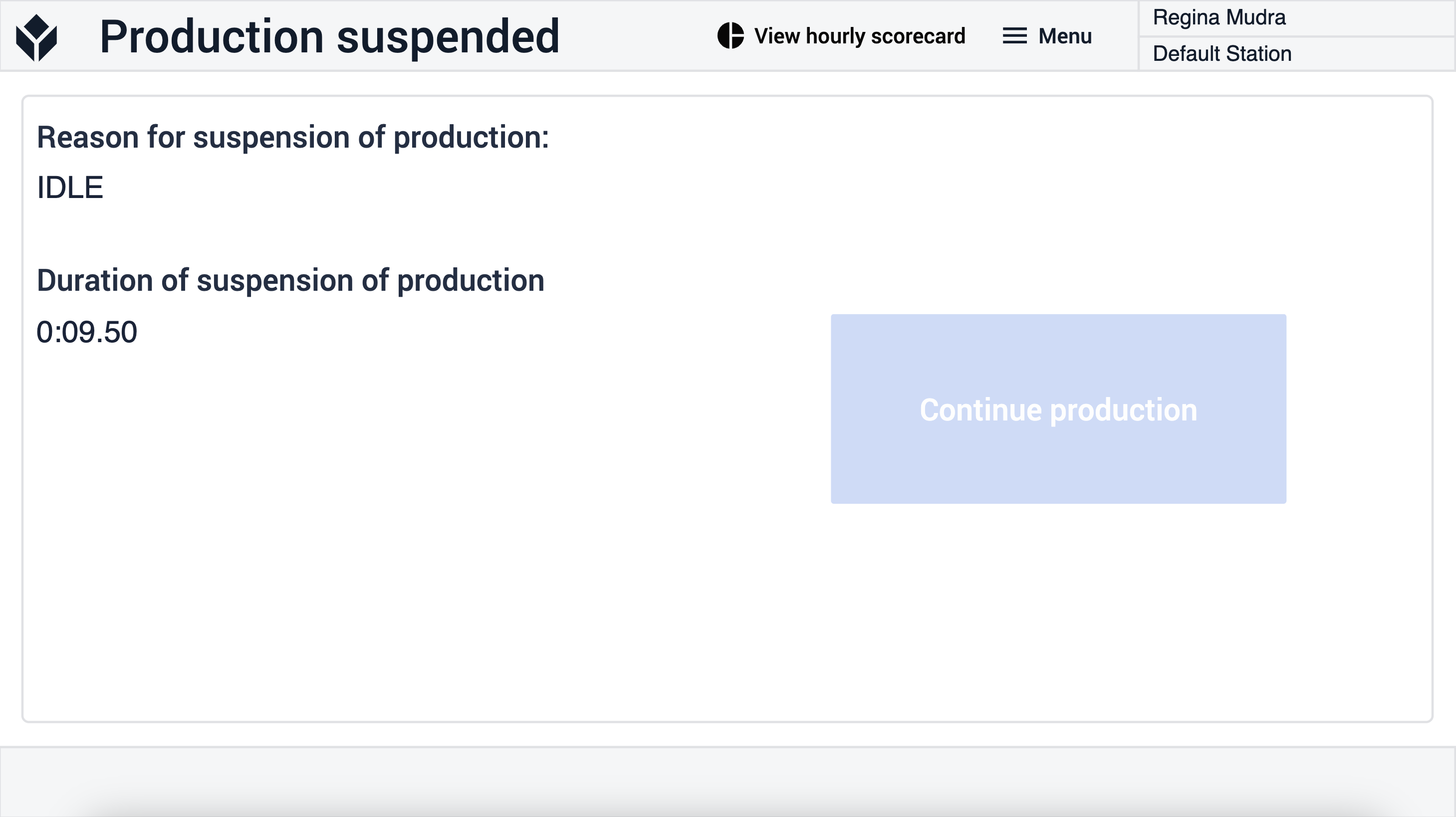
Se l'utente seleziona il pulsante Registra uscita nel passaggio Produzione in corso, l'applicazione passa al passaggio Termina produzione. L'utente può digitare manualmente il numero di pezzi buoni e il numero di difetti, oppure può utilizzare i pulsanti che incrementano o decrementano i valori in base ai numeri visualizzati. Una volta impostati i due valori, questi possono essere registrati nella tabella e l'utente può decidere di continuare la produzione dello stesso tipo di prodotto o di tornare alla pagina Seleziona prodotto e scegliere un altro prodotto da produrre. 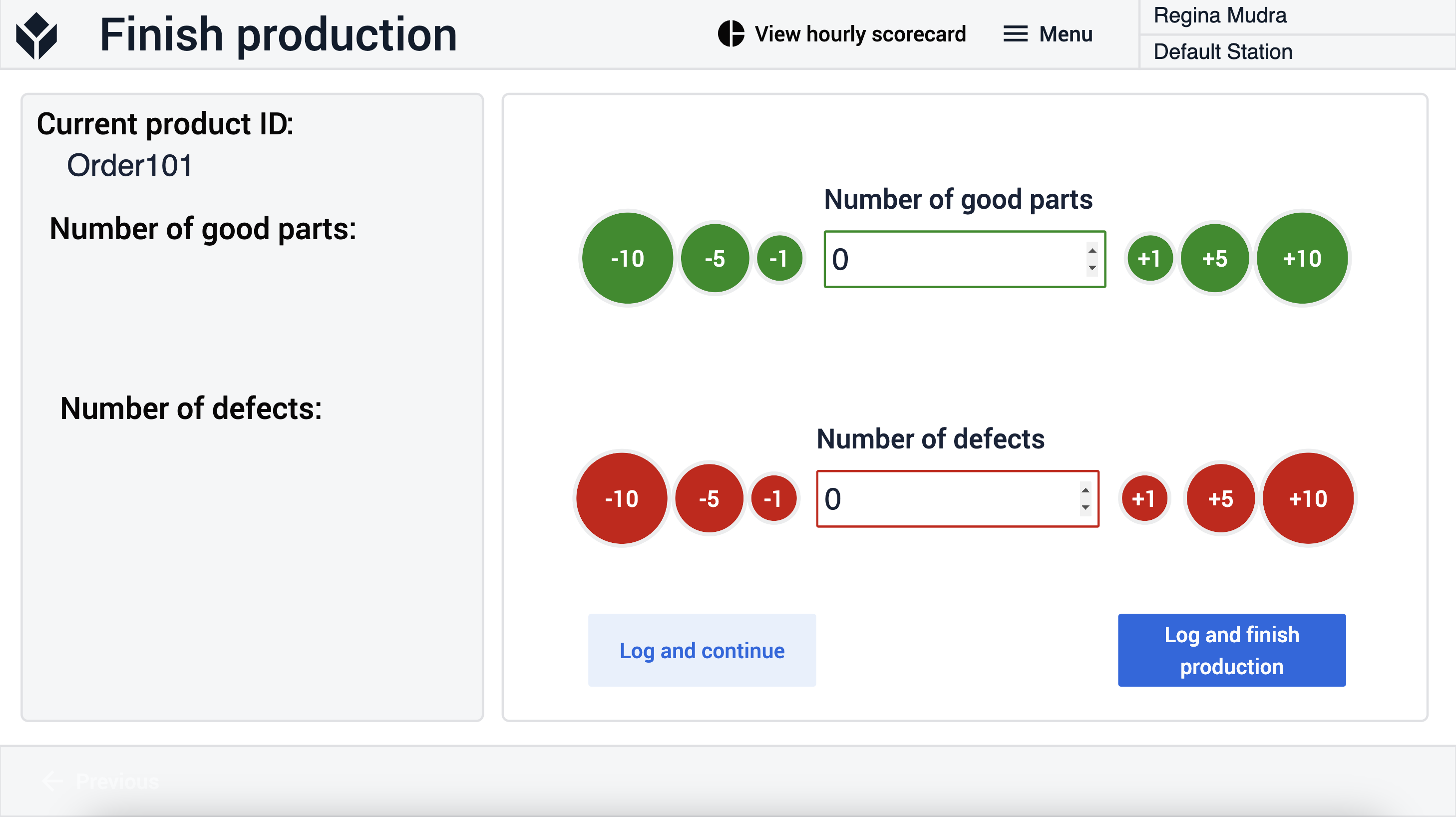
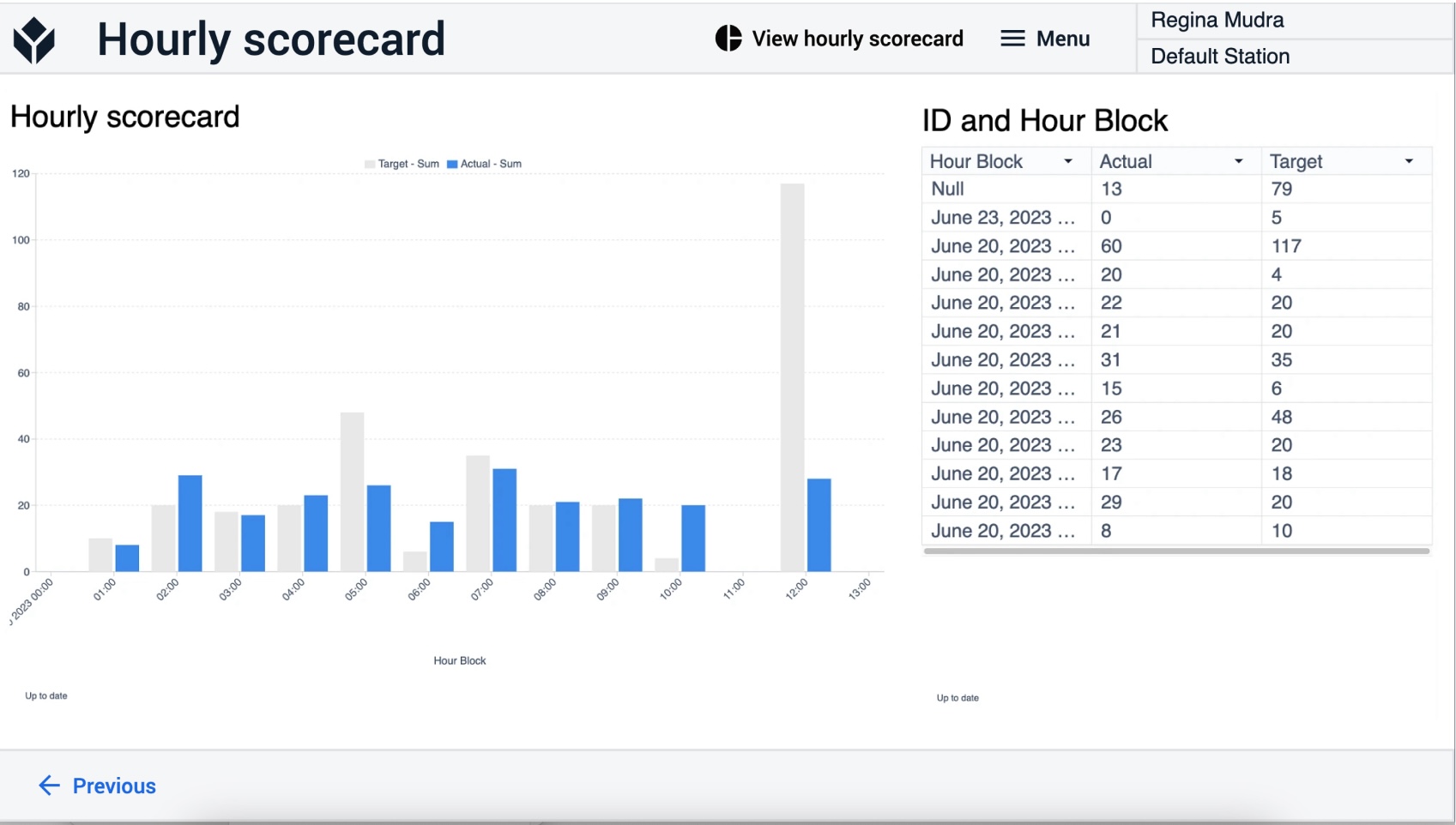
La fase della scheda di valutazione oraria può essere raggiunta da tutte le altre fasi. Qui l'utente può visualizzare le analisi che descrivono quanti prodotti sono stati realizzati in ciascuna ora. Può anche confrontarlo con il valore target calcolato.