To download the app, visit: Library
:::Este artículo resume cómo está estructurada y construida la aplicación Cuadro de Mando Horario de Producción.
En la aplicación, el usuario puede registrar eventos de producción en una Tabla Tulipán y ver el cuadro de mando horario de la estación.
Tablas Utilizadas
La tabla utilizada en la aplicación se llama Historial de Actividad de la Estación. Cada registro de la tabla es un evento de actividad de la estación que tiene un estado. Al utilizar la aplicación, los datos se registran en esta tabla. El usuario puede ver el análisis de los datos de la tabla en el paso Análisis.
Campos del Historial de Actividad de la Estación:
ID: el identificador único de cadaeventoBloque de hora: la hora en la que se produjo el evento, se puede utilizar para crear cuadros de mando horariosEstado: el estado del evento, por ejemplo: RUNNING, DOWN,OFFMotivo de inactividad: si el estado del evento es DOWN, el usuario puede seleccionar el motivo de la inactividad, que se almacenará en el campo de motivo de inactividad del registroDuración: el intervalo de tiempo del eventoStation: la estación de la planta en la que se produjo el eventoActual: número de piezas buenas producidas durante el eventoObjetivo: número objetivo de productos que se calcula automáticamente a partir de la duración del evento y de la tasa de producción predefinida manualmenteDefectos: número de piezas malas producidas durante eleventoId. de producto: identificador único del tipo de producto producido durante el evento
Estructura de la aplicación
El paso Iniciar Turno es el primer paso de la aplicación donde puede iniciar su turno.
En el paso Configuración/Producción, el usuario puede decidir configurar la máquina o iniciar la producción inmediatamente. El botón Configurar le llevará al paso Configuración en curso, mientras que el botón Producción le llevará al paso Seleccionar producto.
En el paso Configuración en curso, el usuario debe seleccionar el botón Finalizar configuración para registrar que la configuración ha finalizado. La aplicación navegará al usuario de vuelta al paso Configuración/Producción para que pueda elegir iniciar la Producción.
En el paso Seleccionar Producto, el usuario tiene que introducir el ID del producto y la tasa de producción. Si se introducen los valores es posible iniciar la producción. 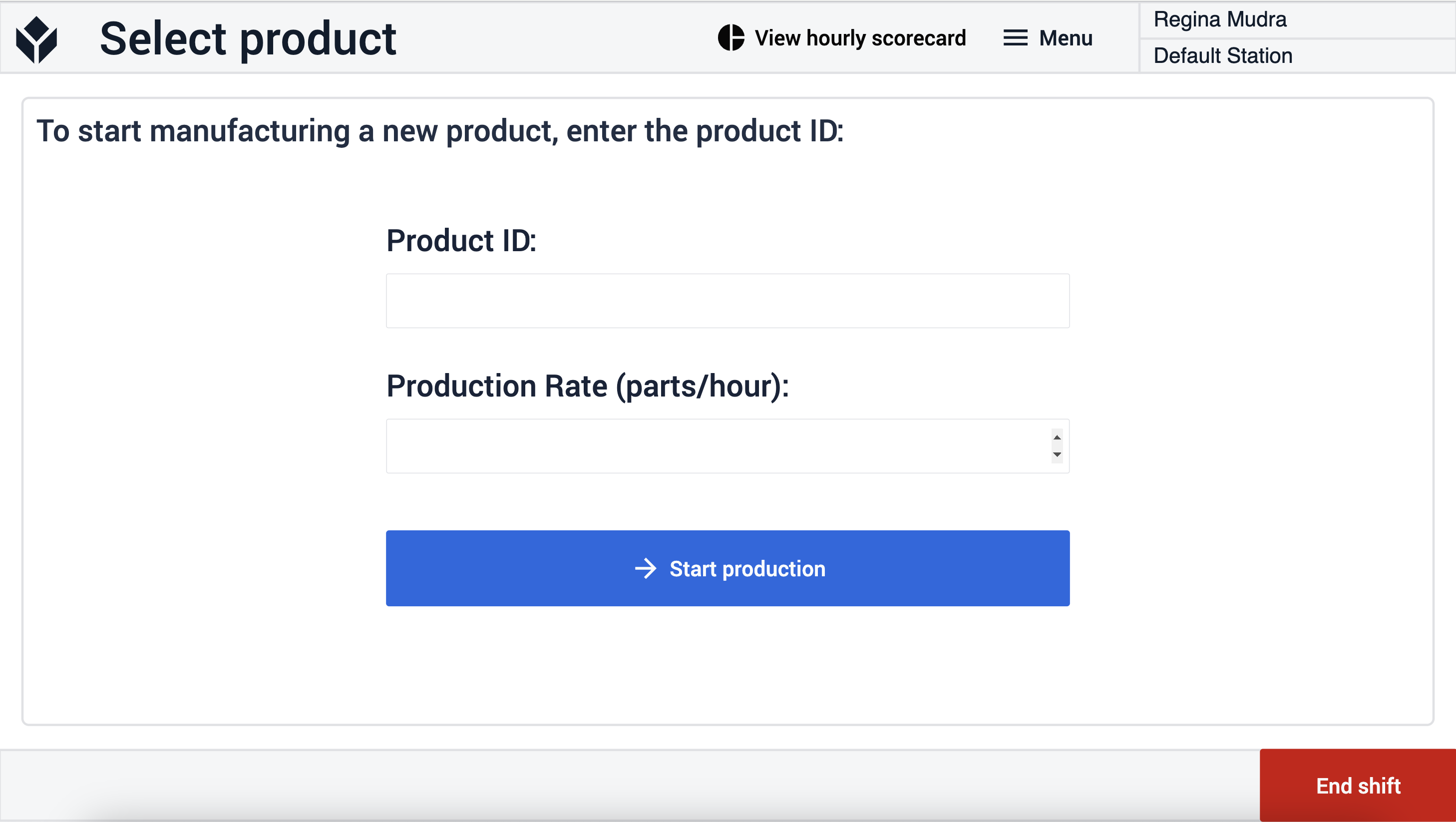
En el paso Producción en curso, se muestran al operador el ID del producto y la hora de inicio de la producción. Cuando hay que interrumpir la producción, el usuario debe seleccionar el motivo de la interrupción. Esto significa el fin del evento de producción y el inicio de un evento de inactividad. Si el operador desea registrar los productos buenos y malos, debe hacer clic en el botón verde Registrar salida. 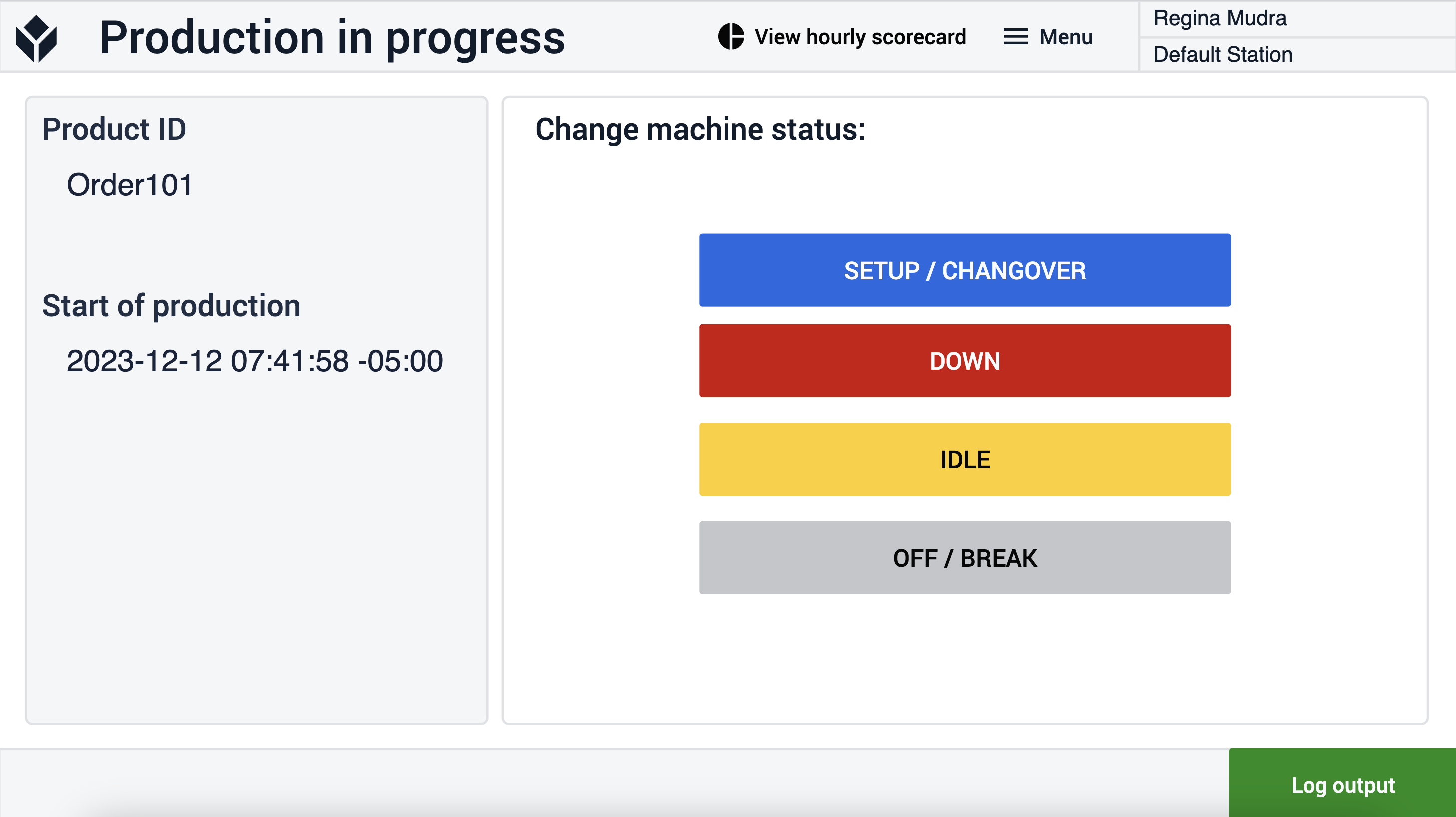
Si el usuario selecciona algún motivo de parada en el paso Producción en curso, la aplicación navega al paso Producción suspendida. Para finalizar el evento de tiempo de inactividad, el usuario debe hacer clic en el botón Continuar producción. 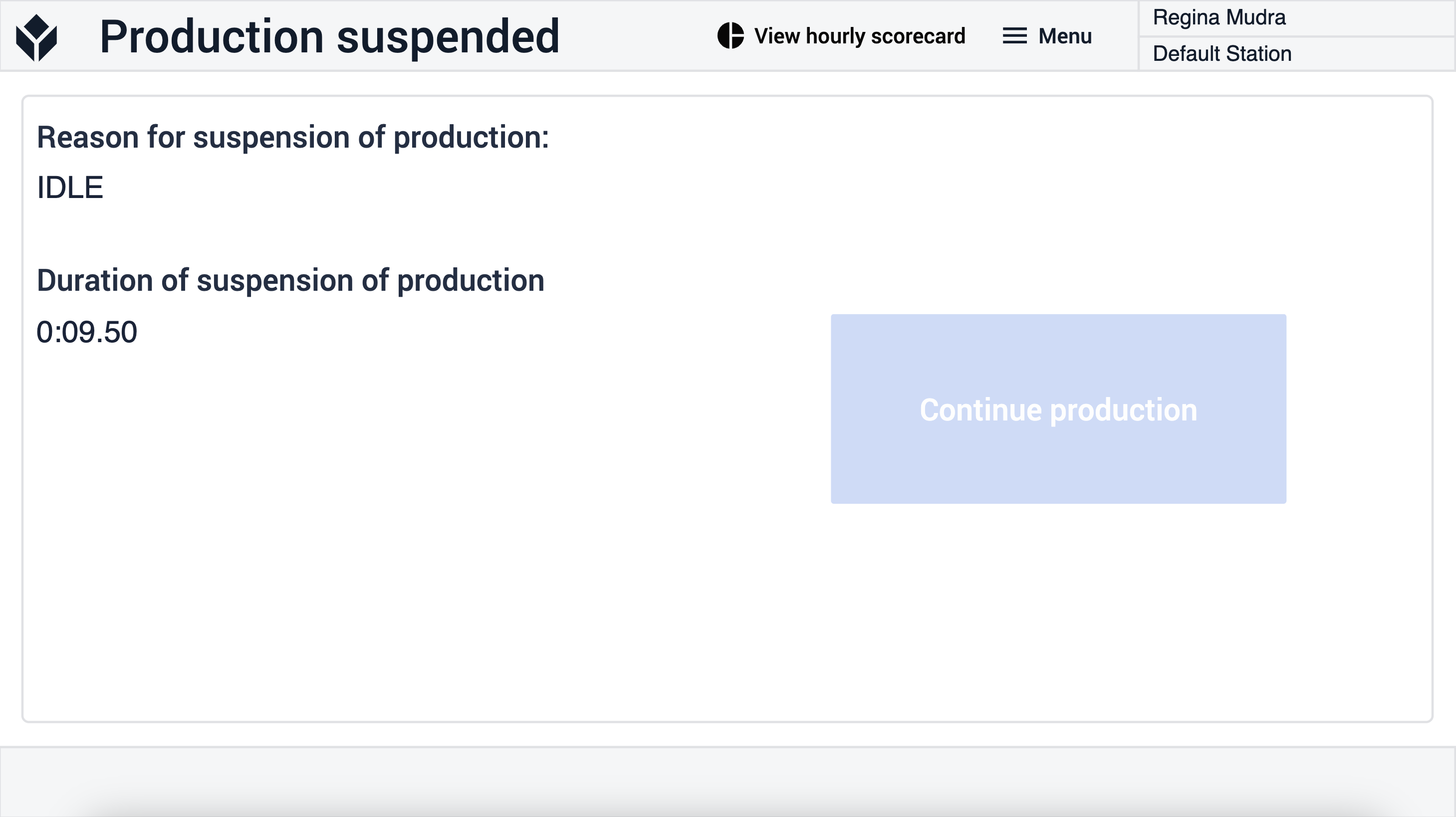
Si el usuario selecciona el botón Registrar salida en el paso Producción en curso, la aplicación navega al paso Finalizar producción. El usuario puede teclear manualmente el número de piezas buenas y el número de defectos, o puede utilizar los botones que incrementarán o disminuirán los valores por los números que aparecen en ellos. En cuanto se hayan establecido los dos valores, se pueden registrar en la tabla y el usuario puede decidir continuar la producción del mismo tipo de producto que antes o volver a la página Seleccionar producto y elegir otro producto para producir. 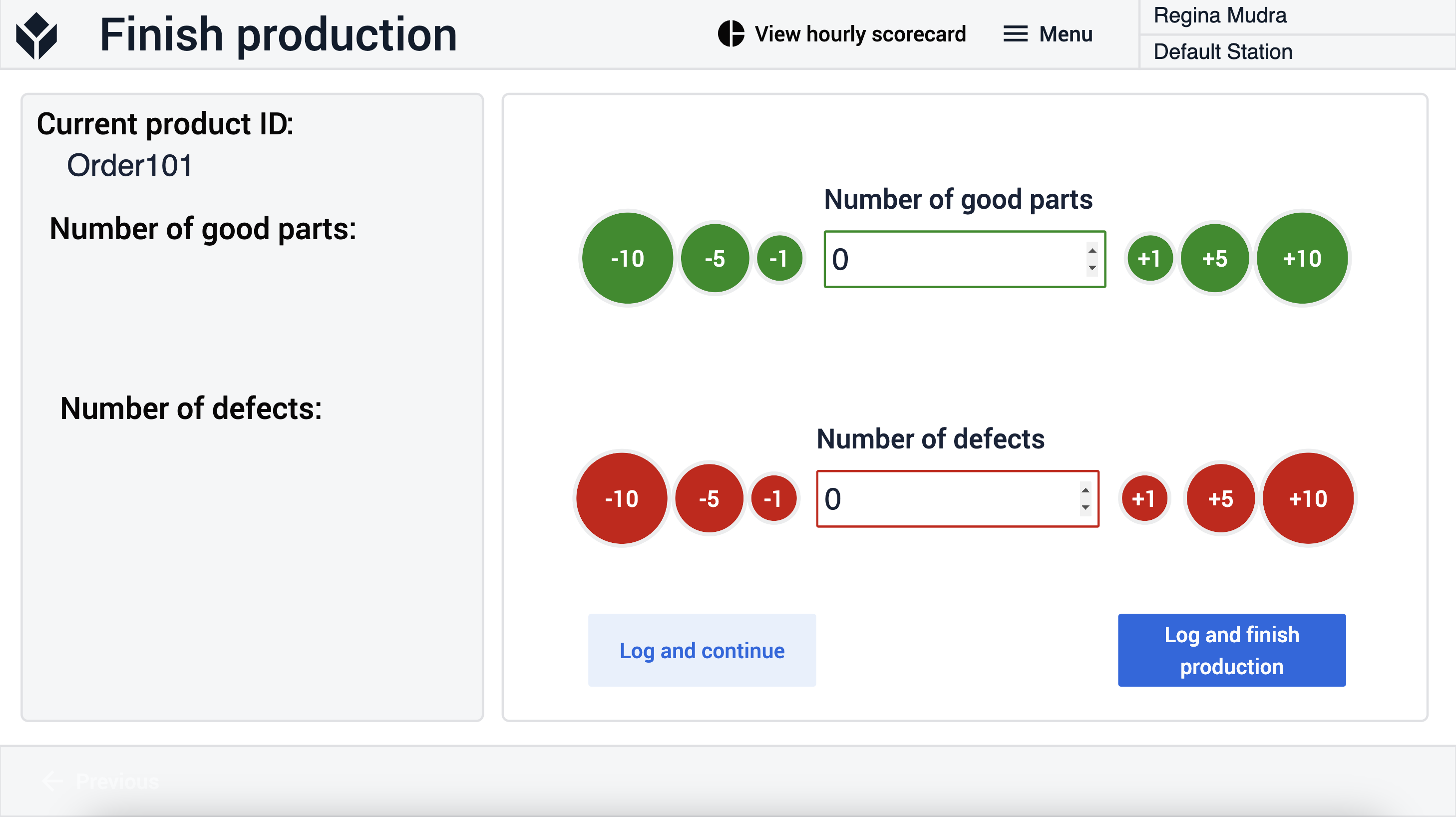
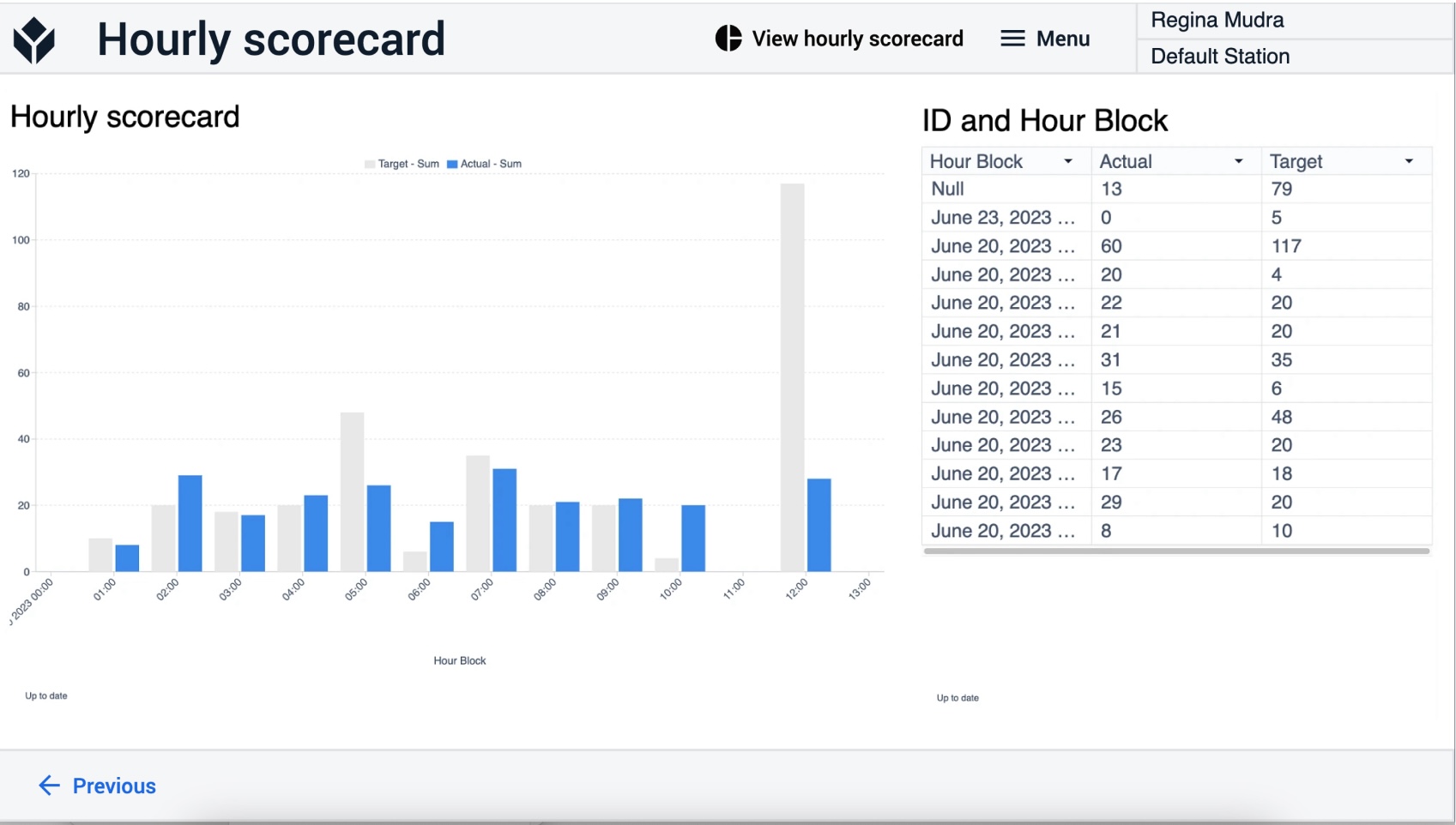
Se puede acceder al paso Cuadro de mando horario desde todos los demás pasos. Aquí, el usuario puede ver los análisis que describen cuántos productos se fabricaron en cada una de las horas. También puede compararlo con el valor Objetivo calculado.