To download the app, visit: Library
Cet article résume la structure et la construction de l'application Mobile Production Scorecard with Takt time.
Objectif
L'application fournit une solution simple pour enregistrer manuellement l'activité de la machine et afficher les calculs de rendement et de temps de cycle en temps réel. Les utilisateurs peuvent facilement passer d'un état à l'autre de la machine et enregistrer les pièces bonnes et mauvaises pendant la production.
Tables utilisées
La table utilisée dans l'application s'appelle " Historique de l'activité des stations". Chaque enregistrement dans le tableau est un événement d'activité de la station qui a un statut. Lors de l'utilisation de l'application, les données sont enregistrées dans ce tableau. L'utilisateur peut visualiser l'analyse des données de la table à l'étape Analyse.
Champs de l'historique des activités de la station:
ID: l'identifiant unique de chaqueévénementBloc horaire: l'heure à laquelle l'événement s'est produit, peut être utilisé pour créer des tableaux de bord horairesStatut : le statut de l'événement, par exemple : RUNNING, DOWN,OFFRaison du temps d'arrêt : si le statut de l'événement est DOWN, l'utilisateur peut sélectionner la raison du temps d'arrêt qui sera stockée dans le champ de la raison du temps d'arrêt de l'enregistrementDurée: l'intervalle de temps de l'événementStation: la station de l'atelier où l'événement s'est produitActual: nombre de bonnes pièces produites pendant l'événementCible: nombre cible de produits calculé automatiquement à partir de la durée de l'événement et du taux de production prédéfini manuellementDéfauts : nombre de mauvaises pièces produites pendant l'événementIdentification du produit : identifiant unique du type de produit fabriqué pendant l'événement
Structure de l'application
Dans l'application, il y a deux requêtes qui ont chacune une paire de Aggregations. Pour la première requête, Avec ID de commande, nous avons incorporé les agrégations Somme réelle et Somme des défauts. Ces agrégations sont utilisées pour calculer le rendement lors de l'enregistrement des pièces bonnes et défectueuses. La seconde requête, Today's Running Event at Station, est accompagnée des agrégations Duration of Today's Event et Actual of Today's. Cette requête spécifique permet de déterminer le rendement lors de l'enregistrement des pièces bonnes et défectueuses. Cette requête spécifique permet de déterminer le temps de cycle lors de l'enregistrement des pièces bonnes et défectueuses.
Nous avons utilisé l'ID de commande comme filtre pour la requête Avec ID de commande. Les utilisateurs peuvent l'ajouter lors de la première étape. Pour la requête sur l 'événement en cours à la station, les filtres comprennent l'ID de la commande, les variables de début de production (avec l'ID de la commande spécifié lors de la première étape et le début de production en tant que variable capturant la date et l'heure actuelles lors de l'entrée dans l'application), les informations sur l'application, le nom de la station , et une valeur statique RENTRÉE : Nom de la station, et une valeur statique RUNNING.
Dans la première étape de l'application, les utilisateurs peuvent saisir l'ID de la commande. Pour le calcul du takt time, contrairement à d'autres applications de visibilité de la performance, les utilisateurs doivent fournir une durée d'opération en heures et le numéro de demande du produit pour cette période de temps spécifique.
Lorsque les utilisateurs cliquent sur le bouton Démarrer la production, l'application passe à l'étape suivante et crée un enregistrement dans le tableau de l'historique des activités de la station. En outre, elle stockera le taux de production et le temps de cycle planifié - qui sont calculés à partir du temps d'opération et de la demande de produits - dans deux variables distinctes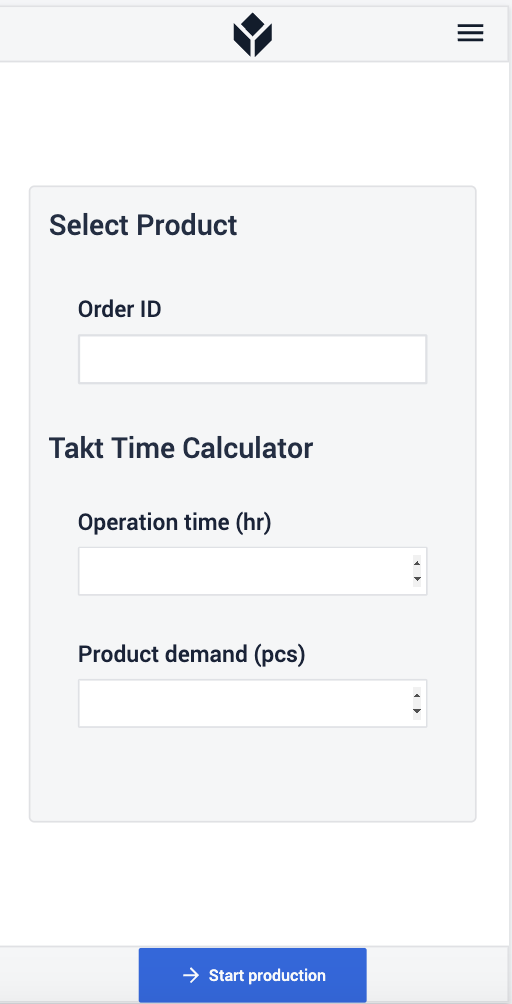 {height="400" width=""}.
{height="400" width=""}.
À l'étape principale, l'utilisateur peut passer d'un état de production à l'autre et enregistrer les pièces bonnes et les défauts. Si l'état sélectionné est DOWN, l'application dirige l'utilisateur vers l'étape Change status to down où il doit sélectionner une raison de temps d'arrêt pour continuer.Pendant un changement d'état de machine, l'application fait référence à une variable appelée No Target Statuses. Les utilisateurs peuvent définir la valeur par défaut de cette variable dans la section Variables - Valeur par défaut du menu latéral de l'application.L'importance de cette variable réside dans sa fonction : si un état est inclus dans cette variable, l'application n'enregistrera pas de cible pour la durée de cette période d'état.Actuellement, nous l'avons configurée de sorte que la variable ne contienne que l'état OFF. Cela signifie que si nous changeons le statut de la machine en OFF et que nous le changeons plus tard en un autre statut, l'application ne calculera pas d'objectif pour cette période de temps d'arrêt.
Cette étape implique quatre variables : La demande de produits (qui est la cible), le rendement, le temps de cycle planifié et le temps de cycle.
Le temps de cycle planifié et la demande de produits sont calculés lors de la première étape, lorsque l'utilisateur clique sur le bouton Lancer la production. Ces valeurs ne seront pas recalculées. Le temps de cycle est recalculé chaque fois que des pièces bonnes sont enregistrées. De même, le rendement est recalculé chaque fois qu'une pièce défectueuse ou bonne est enregistrée.
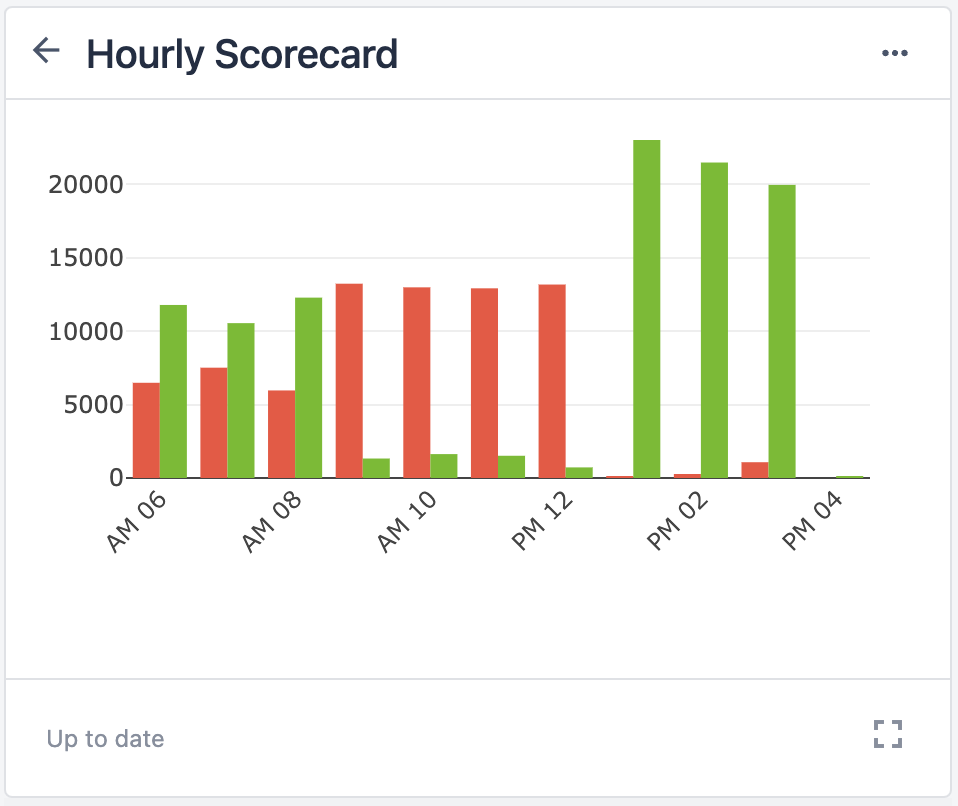
L'étape Analytics peut être atteinte à partir de n'importe quelle autre étape. L'utilisateur peut visualiser Analyses sur la performance de la production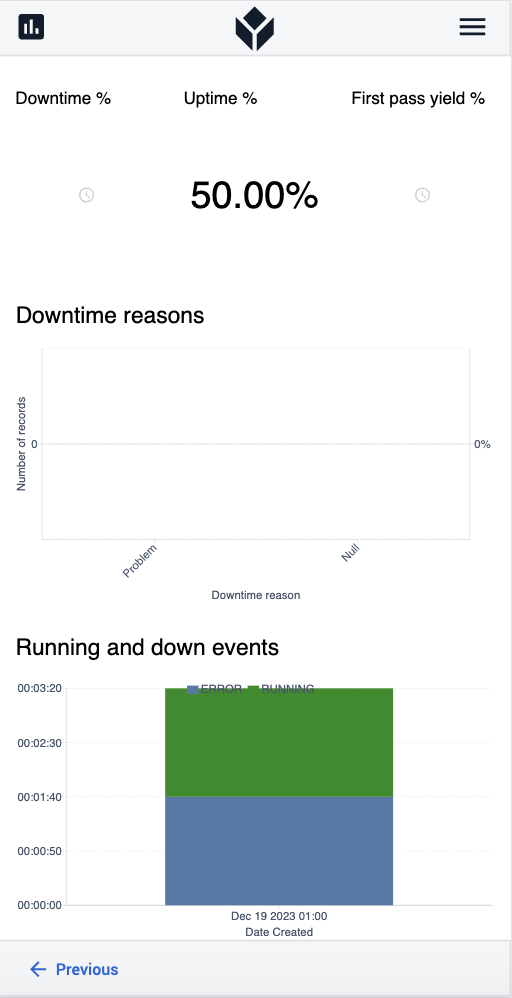
Applications connexes
- Pour gérer les performances de plusieurs stations, consultez le tableau de bord de la visibilité centralisée des performances.
- Pour d'autres conceptions, consultez le tableau de bord de la production horaire.