To download the app, visit: Library
:::Niniejszy artykuł podsumowuje strukturę i budowę aplikacji Mobile Production Scorecard with Takt time.
Cel
Aplikacja zapewnia proste rozwiązanie do ręcznego rejestrowania aktywności maszyny i wyświetlania obliczeń wydajności i czasu taktu w czasie rzeczywistym. Użytkownicy mogą łatwo przełączać się między stanami maszyny i rejestrować zarówno dobre, jak i złe części podczas produkcji.
Używane tabele
Tabela używana w aplikacji nosi nazwę Station Activity History. Każdy rekord w tabeli jest zdarzeniem aktywności stacji, które ma status. Podczas korzystania z aplikacji dane są rejestrowane w tej tabeli. Użytkownik może wyświetlić analizę danych tabeli w kroku Analytics (Analiza).
Pola historii aktywności stacji:
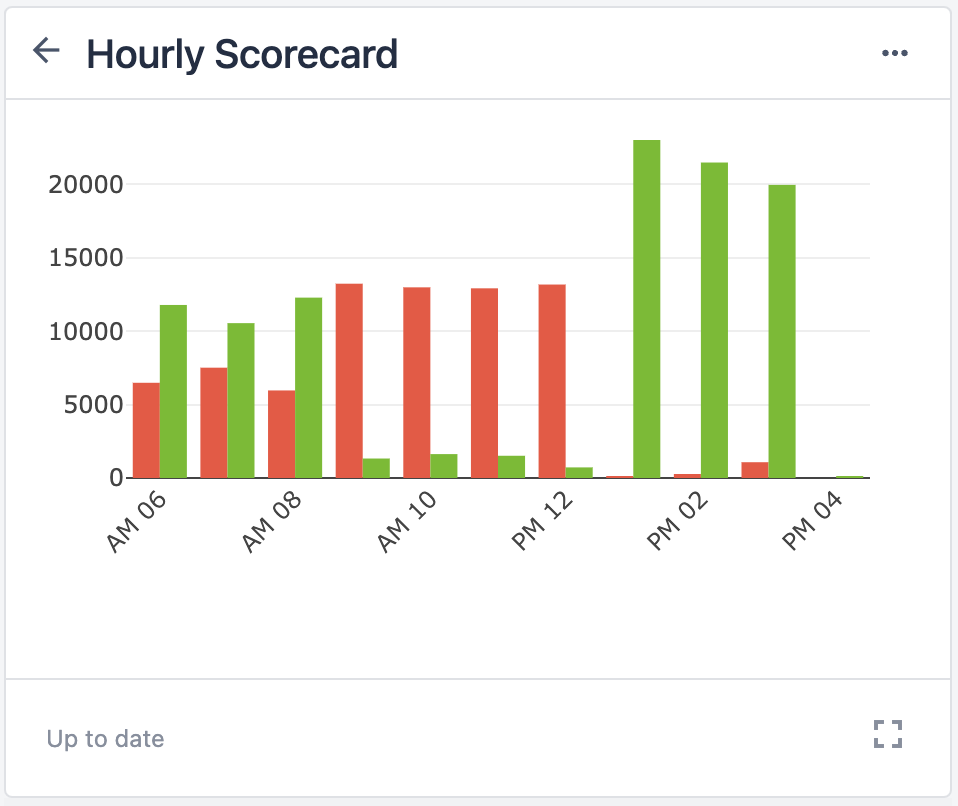
ID: unikalny identyfikator każdego zdarzeniaHourBlock: godzina, w której wystąpiło zdarzenie, może być używana do tworzenia godzinowych kart wynikówStatus: status zdarzenia, np: RUNNING, DOWN, OFFDowntimereason: jeśli status zdarzenia to DOWN, użytkownik może wybrać powód przestoju, który zostanie zapisany w polu downtime reason rekorduDuration: przedział czasowy zdarzeniaStation: stacja na hali produkcyjnej, na której wystąpiło zdarzenieActual: liczba dobrych części wyprodukowanych podczas zdarzeniaTarget: docelowa liczba produktów, która jest obliczana automatycznie na podstawie czasu trwania i zdarzenia oraz ręcznie zdefiniowanego tempa produkcjiDefects: liczba wadliwych części wyprodukowanych podczas zdarzeniaProductID: unikalny identyfikator typu produktu wyprodukowanego podczas zdarzenia.
Struktura aplikacji
W aplikacji istnieją dwa zapytania, z których każde ma parę Aggregation. Dla pierwszego zapytania, With Order ID, włączyliśmy agregacje Sum Actual i Sum Defect. Są one wykorzystywane do obliczania wydajności podczas rejestrowania zarówno dobrych, jak i wadliwych części. Drugie zapytanie, Today's Running Event at Station, zawiera agregacje Duration of Today's Event i Actual of Today's. To konkretne zapytanie pomaga w określeniu czasu cyklu podczas rejestrowania zarówno dobrych, jak i wadliwych części.
Wykorzystaliśmy Order ID jako filtr dla zapytania With Order ID. Użytkownicy mogą go dodać w pierwszym kroku. W przypadku zapytania Today's Running Event at Station filtry obejmują identyfikator zamówienia, zmienne rozpoczęcia produkcji (z identyfikatorem zamówienia określonym w pierwszym kroku i rozpoczęciem produkcji jako zmienną przechwytującą bieżącą datę i godzinę po wejściu do aplikacji), informacje o aplikacji: Nazwa stacji i wartość statyczna RUNNING
W pierwszym kroku aplikacji użytkownicy mogą wprowadzić identyfikator zamówienia. W celu obliczenia czasu taktu, w przeciwieństwie do innych aplikacji zapewniających widoczność wydajności, użytkownicy muszą podać czas pracy w godzinach i numer zapotrzebowania na produkt dla tego konkretnego okresu.
Gdy użytkownik kliknie przycisk Rozpocznij produkcję, aplikacja przejdzie do następnego kroku i utworzy rekord w tabeli historii aktywności stacji. Dodatkowo zapisze tempo produkcji i planowany czas taktu - które są obliczane zarówno na podstawie czasu pracy, jak i zapotrzebowania na produkt - w dwóch oddzielnych zmiennych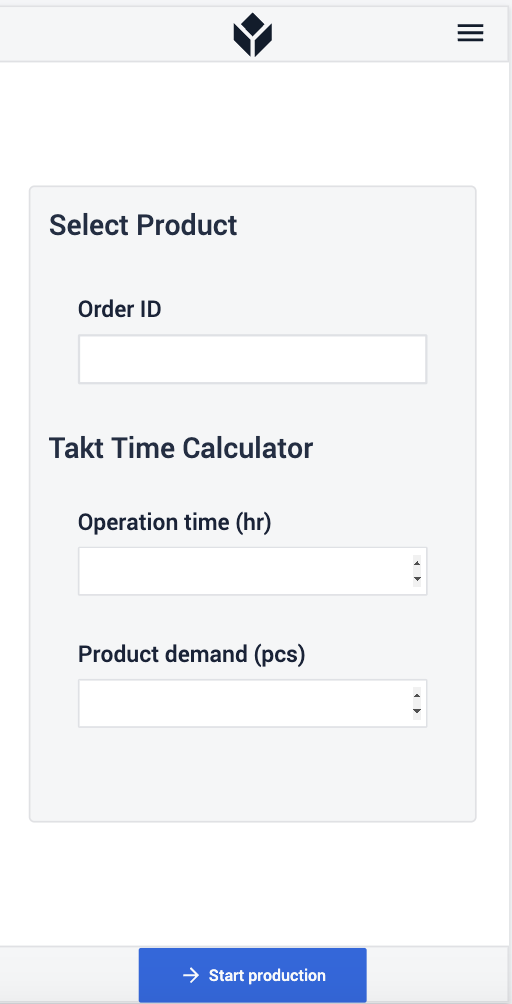 {height="400" width=""}.
{height="400" width=""}.
W głównym kroku użytkownik może przełączać się między statusami produkcji, a także rejestrować dobre części i wady. Jeśli wybrany status to DOWN, aplikacja przekierowuje użytkownika do kroku Change status to down, gdzie musi wybrać przyczynę przestoju, aby kontynuować. Podczas zmiany statusu maszyny aplikacja odwołuje się do zmiennej o nazwie No Target Statuses. Użytkownicy mogą ustawić domyślną wartość tej zmiennej w sekcji Variables - Default Value w menu bocznym aplikacji. Znaczenie tej zmiennej polega na jej funkcji: jeśli status jest zawarty w tej zmiennej, aplikacja nie zarejestruje celu przez czas trwania tego statusu. Obecnie skonfigurowaliśmy ją tak, aby zmienna zawierała tylko status OFF. Oznacza to, że jeśli zmienimy status maszyny na OFF, a później zmienimy go na inny, aplikacja nie obliczy wartości docelowej dla tego okresu przestoju.
Ten krok obejmuje cztery zmienne: Zapotrzebowanie na produkt (które jest wartością docelową), Wydajność, Planowany czas taktu i Czas cyklu.
Planowany czas tak tu i zapotrzebowanie na produkt są obliczane w pierwszym kroku, gdy użytkownik kliknie przycisk Rozpocznij produkcję. Wartości te nie będą ponownie obliczane. Czas cyklu jest przeliczany za każdym razem, gdy rejestrowane są dobre części. Podobnie, Yield jest przeliczany za każdym razem, gdy rejestrowana jest wadliwa lub dobra część.
Do kroku Analytics można przejść z dowolnego z pozostałych kroków. Użytkownik może wyświetlić Analyses na temat wydajności produkcji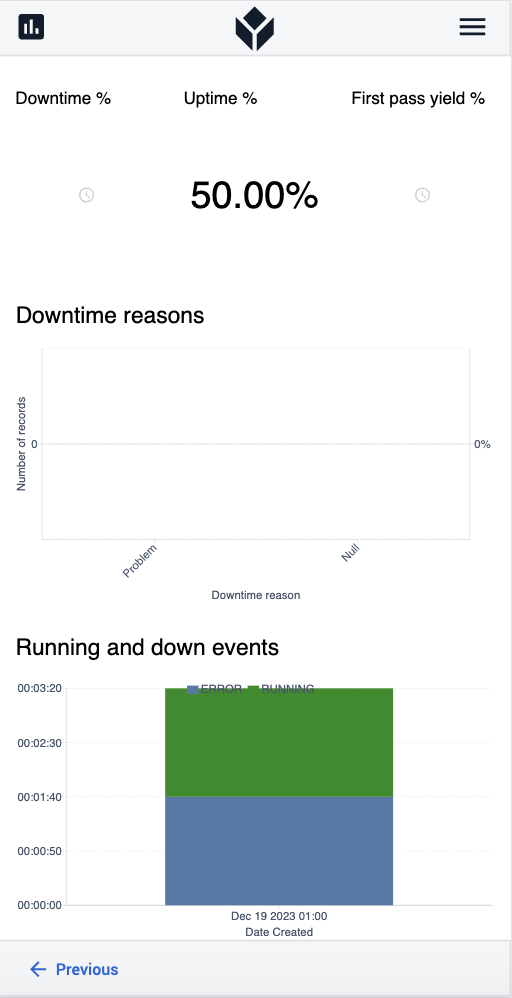
Powiązane aplikacje
- Aby zarządzać wydajnością na wielu stacjach, sprawdź scentralizowaną kartę wyników widoczności wydajności
- Aby uzyskać alternatywne projekty, zapoznaj się z godzinową kartą wyników produkcji