To download the app, visit: Library
:::Este artículo resume cómo está estructurada y construida la aplicación de Cuadro de Mando de Producción Móvil con Takt time.
Propósito
La aplicación proporciona una solución sencilla para registrar manualmente la actividad de la máquina y mostrar en tiempo real los cálculos de rendimiento y cadencia. Los usuarios pueden cambiar fácilmente entre los estados de la máquina y registrar tanto las piezas buenas como las malas durante la producción.
Tablas utilizadas
La Tabla utilizada en la aplicación se llama Historial de Actividad de la Estación. Cada Registro en la tabla es un evento de actividad de la estación que tiene un estado. Cuando se utiliza la aplicación, los datos se registran en esta tabla. El usuario puede ver el análisis de los datos de la tabla en el paso Análisis.
Campos del Historial de Actividad de la Estación:
ID: el identificador único de cadaeventoBloque de hora: la hora en la que se produjo el evento, se puede utilizar para crear cuadros de mando horariosEstado: el estado del evento, por ejemplo: RUNNING, DOWN,OFFMotivo de inactividad: si el estado del evento es DOWN, el usuario puede seleccionar el motivo de la inactividad, que se almacenará en el campo de motivo de inactividad del registroDuración: el intervalo de tiempo del eventoStation: la estación de la planta en la que se produjo el eventoActual: número de piezas buenas producidas durante el eventoObjetivo: un número objetivo de productos que se calcula automáticamente a partir de la duración y el evento y la tasa de producción predefinida manualmenteDefectos: número de piezas malas producidas durante eleventoId. de producto: el identificador único para el tipo de producto fabricado durante el evento
Estructura de la aplicación
En la app, hay dos consultas que tienen cada una un par de Aggregations. Para la primera consulta, With Order ID, hemos incorporado las agregaciones Sum Actual y Sum Defect. Éstas se utilizan para calcular el rendimiento durante el registro de piezas buenas y defectuosas. La segunda consulta, Evento de hoy en la estación, viene con las agregaciones Duración del evento de hoy y Actual de hoy. Esta consulta específica ayuda a determinar el tiempo de ciclo cuando se registran piezas buenas y defectuosas.
Hemos utilizado el ID de pedido como filtro para la consulta Con ID de pedido. Los usuarios pueden agregar esto en el primer paso. Para la consulta Evento en ejecución de hoy en la estación, los filtros incluyen el ID de la orden, Variables de inicio de producción (con el ID de la orden especificado en el primer paso, y el inicio de producción como una variable que captura la fecha y hora actuales al entrar en la aplicación), Información de la aplicación: Station Name, y un valor estático RUNNING
En el primer paso de la aplicación, los usuarios pueden introducir el ID de pedido. Para el cálculo de la cadencia, a diferencia de otras aplicaciones de visibilidad del rendimiento, los usuarios deben proporcionar un tiempo de operación en horas y el número de demanda del producto para ese periodo de tiempo específico.
Cuando los usuarios hacen clic en el botón Iniciar producción, la aplicación se desplaza al siguiente paso y crea un registro en la Tabla de historial de actividad de la estación. Además, almacenará la tasa de producción y la cadencia planificada -que se calculan a partir del tiempo de operación y la demanda de producto- en dos variables separadas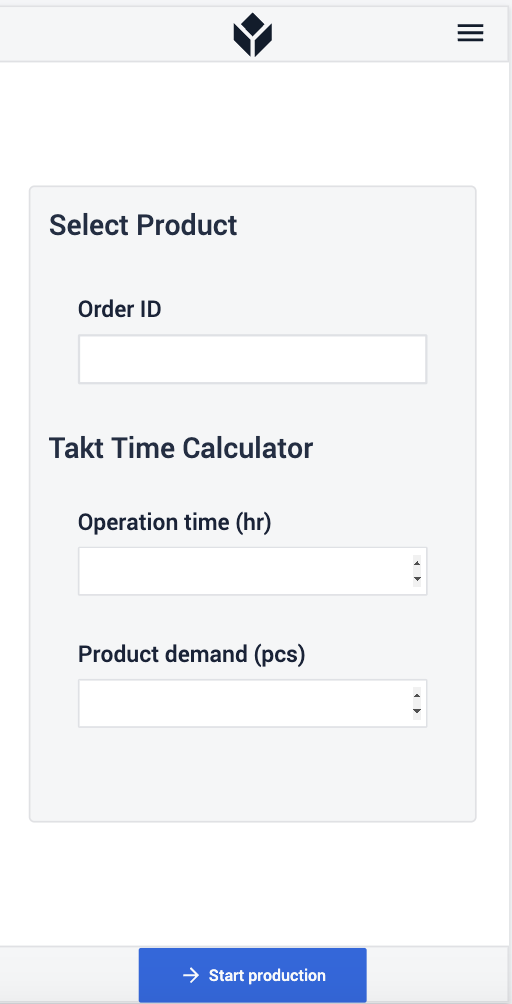
En el paso Principal, el usuario cambia entre los estados de producción y también puede registrar las piezas buenas y los defectos. Si el estado seleccionado es ABAJO, la aplicación dirige al usuario al paso Cambiar estado a ABAJO, donde debe seleccionar un motivo de tiempo de inactividad para continuar.Durante un cambio de estado de máquina, la aplicación hace referencia a una variable llamada Sin estados objetivo. Los usuarios pueden establecer el valor predeterminado de esta variable en la sección Variables - Valor predeterminado del menú lateral de la aplicación.La importancia de esta variable radica en su función: si se incluye un estado en esta variable, la aplicación no registrará ningún objetivo durante la duración de ese período de estado.Actualmente, la hemos configurado para que la variable sólo contenga el estado OFF. Esto significa que si cambiamos el estado de la máquina a OFF y más tarde lo cambiamos a un estado diferente, la aplicación no calculará un número objetivo para ese periodo de inactividad.
En este paso intervienen cuatro variables: Demanda de Producto (que es el Objetivo), Rendimiento, Tiempo Takt Planificado y Tiempo de Ciclo.
El Takt Time Planificado y la Demanda de Producto se calculan en el primer paso cuando el usuario hace clic en el botón Iniciar Producción. Estos valores no serán recalculados. El Tiempo de Ciclo se recalcula cada vez que se registran piezas buenas. Del mismo modo, el Rendimiento se recalcula cada vez que se registra un defecto o una pieza buena.
Se puede acceder al paso de Análisis desde cualquiera de los otros pasos. El usuario puede ver Analyses el rendimiento de la producción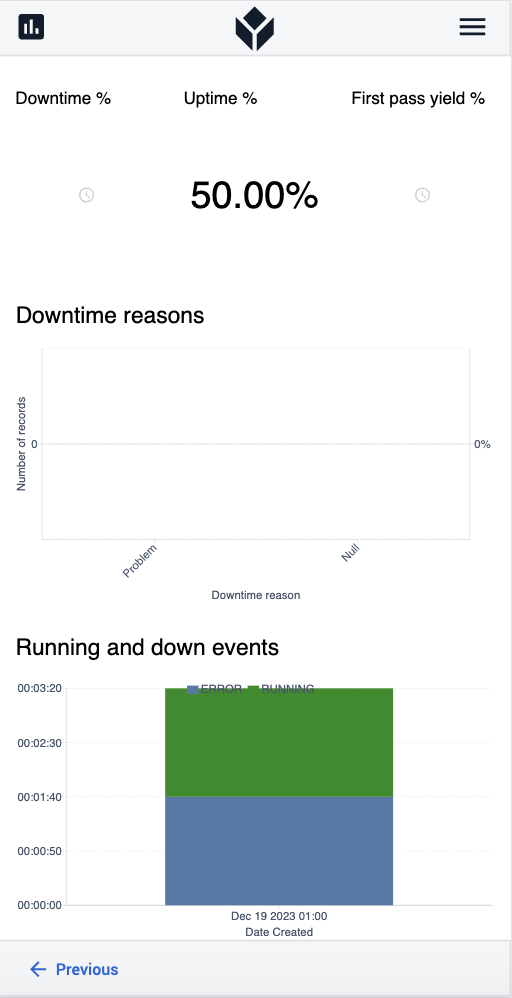
Aplicaciones relacionadas
- Para gestionar el rendimiento en varias estaciones, eche un vistazo al Cuadro de Mando Centralizado de Visibilidad del Rendimiento
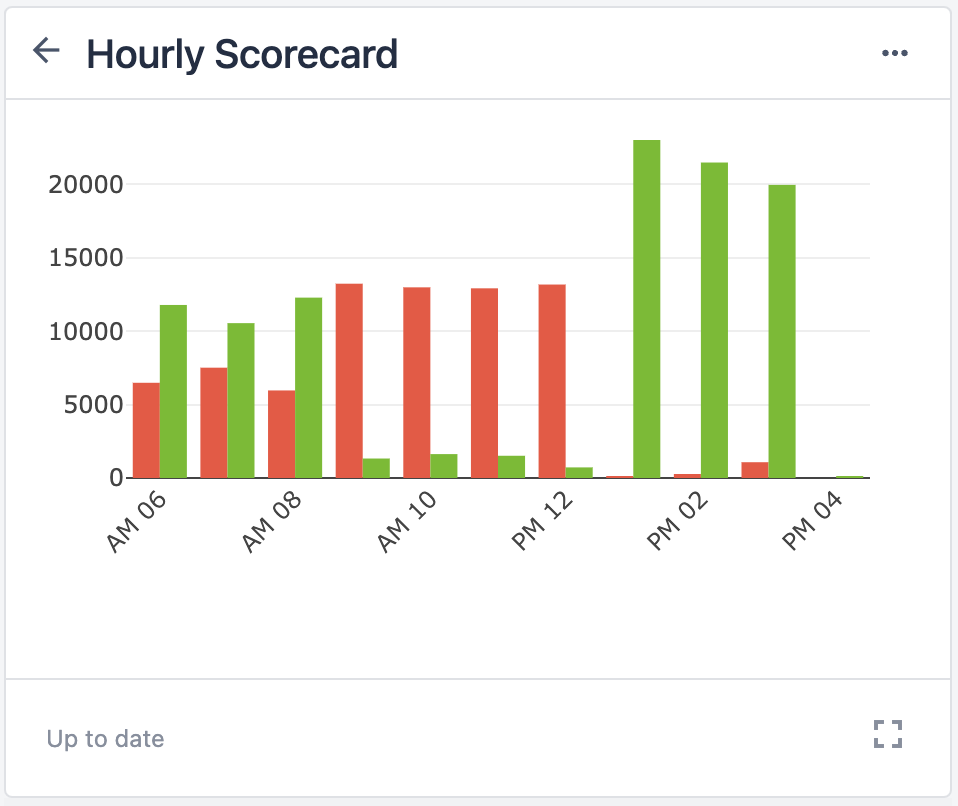
- Para diseños alternativos, consulte el Cuadro de mando de producción por horas