

To download the app, visit: Library
Cet article est un guide pour la configuration de l'application qui inclut une décomposition fonctionnelle des étapes et des idées pour se connecter à d'autres applications.
Le terminal de visibilité des performances fait partie de la suite d'applications composables de gestion de la production MES de Tulip. Vous pouvez l'utiliser individuellement ou en combinaison avec d'autres applications.
L'application Performance Visibility Terminal est une solution simple pour enregistrer les événements de fonctionnement et d'arrêt pendant la production. L'interface utilisateur conviviale est conçue pour être facile à comprendre et à utiliser. L'application enregistre les événements (marche, arrêt), les raisons de l'arrêt et le nombre de pièces bonnes et défectueuses.
Utilisation et création de valeur
Cette application est utile dans les environnements d'assemblage manuel à faible volume, où le suivi de chaque unité n'est pas une nécessité.
Bien que l'application surveille les paramètres fondamentaux de l'OEE, à savoir la disponibilité, les performances et la qualité, sa fonctionnalité va au-delà de la simple surveillance des machines. Elle adopte une approche plus globale pour évaluer l'efficacité opérationnelle.
Tables de tulipes dans l'application
Toutes les applications de la suite Composable MES utilisent des tables communes.
L'application utilise les tables des bons de travail, des stations, de l 'historique des activités des stations et de la définition des matériaux. Elle utilise la table Bon de travail pour sélectionner un bon de travail, changer son statut en En cours, puis en Terminé, tout en incrémentant la quantité complétée du bon de travail. La table de définition des articles enregistre le temps de cycle cible, ce qui permet de calculer les cibles pour les différents états des machines.
Les tableaux Historique des activités des stations et Stations sont également utilisés pour la visibilité des performances. Elles enregistrent automatiquement la durée des événements de production, le nombre d'articles produits et les statuts des stations.
(Artefact opérationnel) Bons de travail
- ID : Identifiant unique du bon de travail
- Opérateur : Opérateur : Opérateur qui a rempli le bon de travail
- Parent Order ID : Référence à un bon de travail parent (par exemple, si un bon de travail doit être divisé en plusieurs bons de travail)
- ID de définition de l'article : numéro de pièce du bon de travail
- Statut : CRÉÉ, LANCÉ, ÉQUIPÉ, EN COURS, TERMINÉ, CONSOMMÉ, LIVRÉ
- Emplacement : Il s'agit de l'endroit physique où le bon de travail existe. Il peut s'agir d'un identifiant de station, d'un identifiant d'emplacement ou de toute autre indication arbitraire d'un emplacement.
- QTÉ requise : Quantité de pièces à produire
- QTY Complete (Quantité complète) : Quantité réelle produite
- QTY Scrap : Nombre d'unités mises au rebut dans le cadre de ce bon de travail.
- Date d'échéance : Date d'échéance du bon de travail
- Date de début : Horodatage de la date de début réelle de l'ordre de travail
- Complete Date (Date d'achèvement) : La date/heure réelle de fin de l'ordre de travail.
- Customer ID (identifiant du client) : L'identité de la société ou de l'entité pour laquelle la demande de production actuelle est satisfaite.
(Journal) Historique de l'activité de la station
- ID : Identifiant unique de l'enregistrement d'activité historique
- ID de la station**:** ID de la station liée à l'enregistrement historique.
- Statut : État de la station au moment de la création de l'enregistrement (en cours, en panne, au repos, etc.).
- Date et heure de début
- Date/heure de fin
- Durée : Durée de l'enregistrement
- ID de définition du matériau : Matériau produit au cours de l'activité.
- Quantité cible : Quantité d'articles qui devrait être produite pendant la durée de l'enregistrement (sur la base de la durée de cycle théorique ou planifiée).
- Quantité réelle : Quantité d'articles produits pendant la durée de l'enregistrement.
- Défauts : Quantité de matériel défectueux capturée pendant la durée de l'enregistrement.
- Raison du temps d'arrêt : Temps d'arrêt collecté pendant l'enregistrement historique.
- Commentaires : Champ de suivi de la note ou du commentaire de l'utilisateur.
- ID de l'ordre de travail
- ID de l'unité
(artefact physique) Stations
- ID : Identifiant unique de l'enregistrement historique de l'activité
- Statut : En cours, en panne, au repos, en pause, etc.
- Couleur de l'état : couleur de l'état actuel de la station
- Détail de l'état : Ce champ peut être utilisé pour suivre des détails d'état supplémentaires, tels que la raison du temps d'arrêt.
- Cellule de traitement : cellule de traitement dont la station fait partie
- Opérateur : Opérateur : L'opérateur qui travaille actuellement à la station
- ID de l'ordre de travail : Le bon de travail en cours à la station
- ID de la définition de l'article : la partie de l'ordre de travail en cours.
(Référence) Définitions de matériaux
- ID : L'identifiant unique d'une définition de matériau
- Nom : Le nom de la définition de l'article
- Type : Champ utilisé pour catégoriser les matériaux : Champ utilisé pour catégoriser les matériaux. Par exemple : Brut vs Intermédiaire vs Final ou Fabriquer vs Acheter
- Description : Description du matériau
- Image : Image du matériau
- Statut : au fur et à mesure qu'un matériau évolue, il peut passer par différents statuts (par exemple : NOUVEAU, PRÊT, BLOCÉ, OBSOLETE).
- Unité de mesure
- Version/Révision : Le numéro ou la lettre représentant la révision individuelle de la pièce.
- ID du fournisseur : Référence au fournisseur du matériel
- Temps de cycle cible : le temps nécessaire à la réalisation d'une unité, qui peut être utilisé pour fixer des taux de production cibles et établir des temps de cycle cibles.
Configuration et personnalisation
Aide dans l'application
Comme toutes les applications de la suite Composable MES, l'application Performance Visibility Terminal comprend également une aide en ligne. Il s'agit de brèves descriptions des étapes de configuration requises et de conseils pour le constructeur de l'application afin d'aider à une personnalisation plus poussée. Après avoir téléchargé l'application, veillez à lire ces instructions et à les supprimer avant de lancer l'application.
Tableaux fournissant des données
Pour utiliser l'application, vous devez remplir certains tableaux. En particulier, les tableaux Bons de travail, Stations et Définition des articles doivent être remplis, ce dernier comprenant le champ Temps de cycle cible. Il existe plusieurs façons d'alimenter les tables. Vous pouvez saisir manuellement les données dans la table Tulip, importer un fichier CSV dans la table ou automatiser le processus. Dans le cas de la table Work Order, vous pouvez utiliser une autre application Tulip telle que l'application Order Manager de la suite d'applications Composable MES.
Autres besoins de configuration
- A l'étape de sélection de l'ordre, envisagez d'ajouter des filtres de table (par exemple, le statut, la localisation, la date d'échéance). Ces filtres aident les utilisateurs à se concentrer sur les bons de travail qui requièrent leur attention. Veillez à ce que les filtres correspondent aux statuts des commandes utilisés dans votre processus.
- Toujours à l'étape Sélectionner un ordre, le bouton Lancer la production charge le tableau Définition de l'article. Cette table contient le champ Temps de cycle cible. L'application calcule la cible à l'aide de ce temps de cycle. Il convient donc de mettre à jour le tableau de définition des articles avec des durées exactes avant d'utiliser l'application.
- Lors d'un changement d'état de la machine, l'application fait référence à une variable appelée Aucun état cible. Les utilisateurs peuvent définir la valeur par défaut de cette variable dans la section Variables - Valeur par défaut du menu latéral de l'application.L'importance de cette variable réside dans sa fonction : si un état est inclus dans cette variable, l'application n'enregistrera pas d'objectif pour la durée de cette période d'état.Actuellement, nous l'avons configurée de sorte que la variable ne contienne que l'état OFF. Cela signifie que si nous changeons le statut de la machine en OFF et que nous le changeons plus tard en un autre statut, l'application ne calculera pas d'objectif pour cette période.
Options de personnalisation
- Sur le bouton Terminer la production, nous avons inclus une condition pour vérifier si la quantité produite correspond à la quantité requise. Si vous préférez ne pas utiliser cette fonctionnalité, vous pouvez supprimer le déclencheur de vérification de la quantité ainsi que la condition " Réel atteint requis" des autres déclencheurs.
Structure de l'application
À l'étape Sélectionner un ordre, l'utilisateur doit sélectionner un ordre de travail pour pouvoir lancer la production. 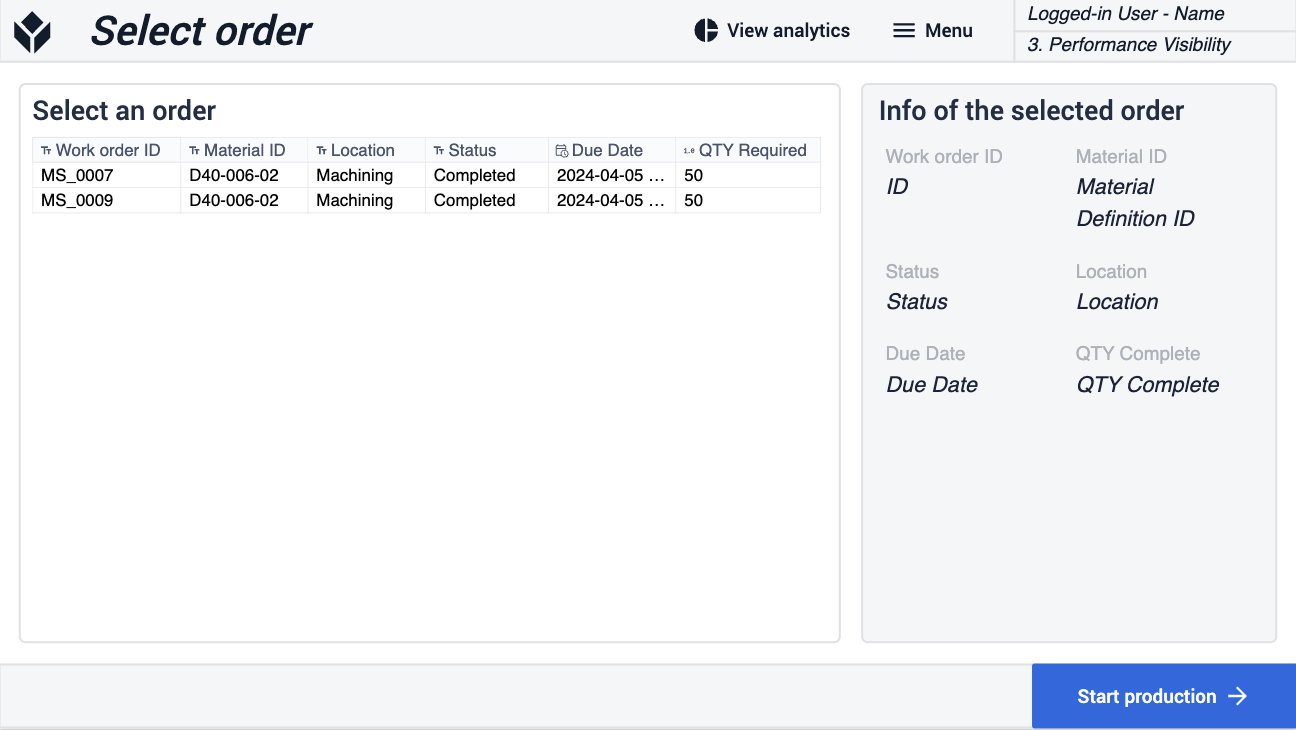
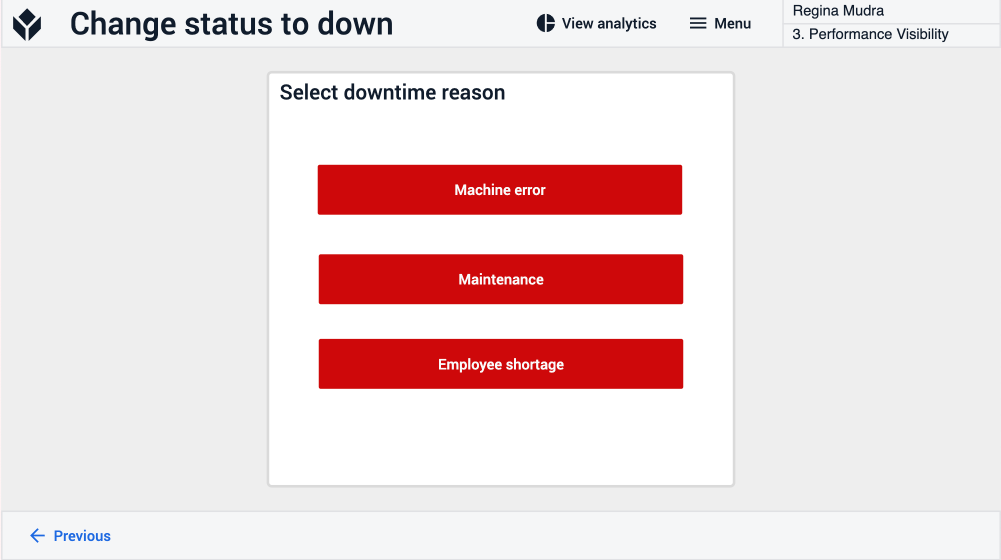
À l'étape Principale, l'utilisateur passe d'un état de production à l'autre et peut également enregistrer les pièces bonnes et les défauts. Si le statut sélectionné est DOWN, l'application dirige l'utilisateur vers l'étape Change status to down où il doit sélectionner une raison de temps d'arrêt pour continuer.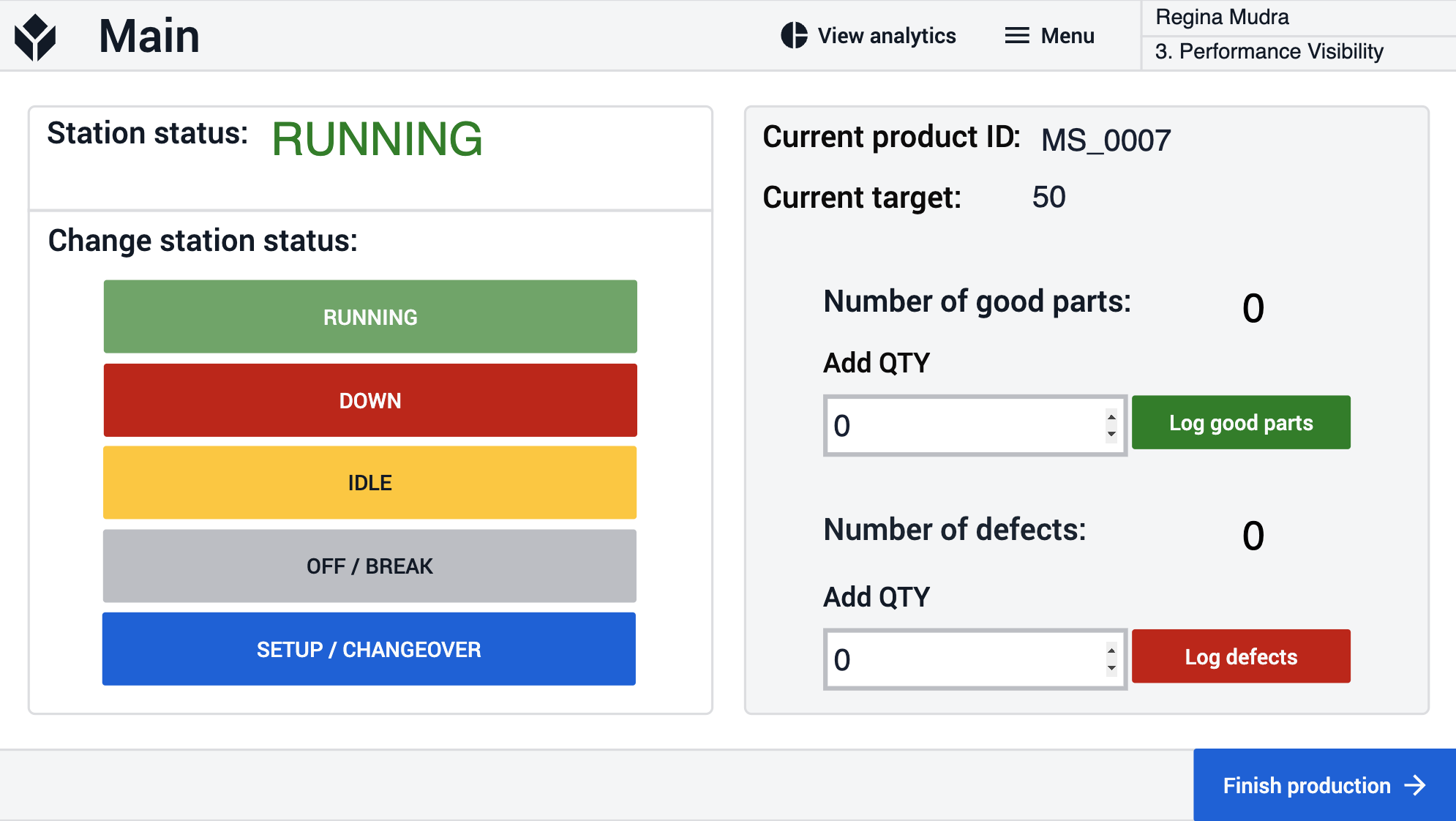
L'étape Analyse peut être atteinte à partir de n'importe quelle autre étape. L'utilisateur peut consulter des analyses sur les performances de la production.
Connexions d'applications étendues
Exemples de connexion d'applications entre elles.
Tableau de bord de la gestion des opérations
L'application Terminal de visibilité des performances enregistre l'activité des stations dans le tableau de l'historique de l'activité des stations. Le tableau de bord de gestion des opérations exploite ce journal dans les analyses.
Tableau de bord de visibilité des performances
L'application Terminal de visibilité des performances enregistre l'activité des stations dans le tableau d'historique de l'activité des stations. Le tableau de bord de gestion des opérations exploite ce journal dans les analyses.
Modèle d'inspection de la qualité
Les bons de travail mis à jour par l'application Terminal de visibilité des performances peuvent être inspectés par l'application Inspection de la qualité. Cette application offre plusieurs options pour les processus d'inspection et fournit un retour d'information et les résultats de l'inspection au poste d'assemblage.
Gestion des commandes
Les bons de travail créés par l'application Gestion des commandes peuvent être mis à jour par l'application Terminal de visibilité des performances lorsque la commande est exécutée. Lors de la configuration de ces applications, assurez-vous d'utiliser le même ensemble de statuts de station et de commande, et d'ajuster les filtres de table respectivement.